Изобретение относится к холодной обработке металлов давлением, в частности к смазкам для сухого волочения для заготовок стержней электродов.
Цель изобретения - повышение адгезионных свойств смазки.
Для приготовления смазки используют каолин марки КЗ-1 , Ю-2, КЗ-3 для улучшения отбора влаги из компонентов смазки в процессе волочения заготовки, слюду марки CMD-315 или СМЭ-315В улучшения условий формирования смазочного г.лоя в очпге деформатии, тальк марки ТМК-24, ТМК-27 или ТМК-28 для повышения антифрикционных свойств смазки, соли щелочных металлов высших жирных кислот (мыла), карбоксиметилиеллюлозу марки КМЦ 85-С О для одновременного сбора влаги из обмазки электродов и повышения адгезии остатков смазки на стержне к обмазке электрода, кремнефтористын натрий для сохранения высоких адгезионных свойств остатков смазки к металлу при хранении электродов.
Введение в смазку карбокснметил- геллгалозы в количестве Ч нее 1,0 мас.% не обеспечивает высокую адгезию остатков смазки к обмазке, что ухудшает эксплуатационные1 свойства электродов.
Введение в смазку более 2,0 млс.% карбоксиметилцеллюлозы практически
vl
СО Јъ
:о
не изменяет адгезию остатков смазки к обмазке, но ухудшает антифрикционные свойства смазки при волочении заготовки стержней электродов. В результате увеличиваются энергозатраты при волочении.
Введение в состав смазки кремне- фтористого натрия меньше 0,1 мас.% не обеспечивает сохранение адгезионных свойств остатков смазки к металу и обмазке при хранении электродов, при содержании его больше 0,5 мас.% не повышаются адгезионные свойства остатков смазки при хранении электродов, что обусловливает вспучивание остатков смазки и отслоение обмазки при сушке электродов с последующим ухудшением их эксплуатационных свойств.
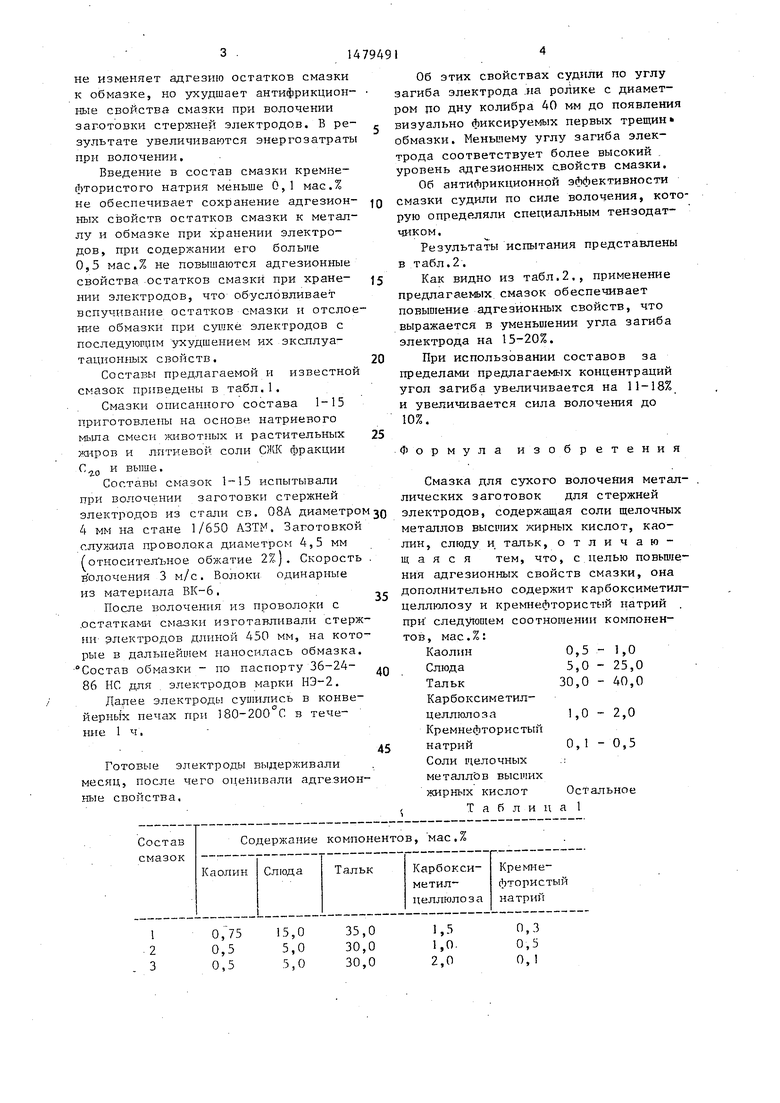
Составь предлагаемой и известной смазок приведены в табл.1.
Смазки описанного состава 1-15 приготовлены на основа натриевого мыла смеси животных и растительных киров и литиевой соли СЖК фракции С 20 и выше.
Составы смазок 1-15 испытывали при волочении заготовки стержней электродов из стали св. 08А диаметром 4 мм на стане 1/650 A3TJ1, Заготовкой служила проволока диаметром 4,5 мм (относительное обжатие 2%). Скорость волочения 3 м/с. Волоки одинарные из материала ВК-6.
После волочения из проволоки с остатками смазки изготавливали стержни электродов длиной 450 мм, на которые в дальнейшем наносилась обмазка. Состав обмазки - по паспорту 36-24- 86 НС для электродов марки НЭ-2.
Далее электроды сушились в конвейерных печах при 180-200 С в течение 1 ч.
Готовые электроды выдерживали есяц, после чего оценивали адгезион06 этих свойствах судили по углу загиба электрода на ролике с диаметром по дну колибра 40 м-м до появления с визуально фиксируемых первых трещин обмазки. Меньшему углу загиба электрода соответствует более высокий уровень адгезионных свойств смазки. Об антиЛрикционной эффективности смазки судили по силе волочения, которую определяли специальным тензодат- чиком.
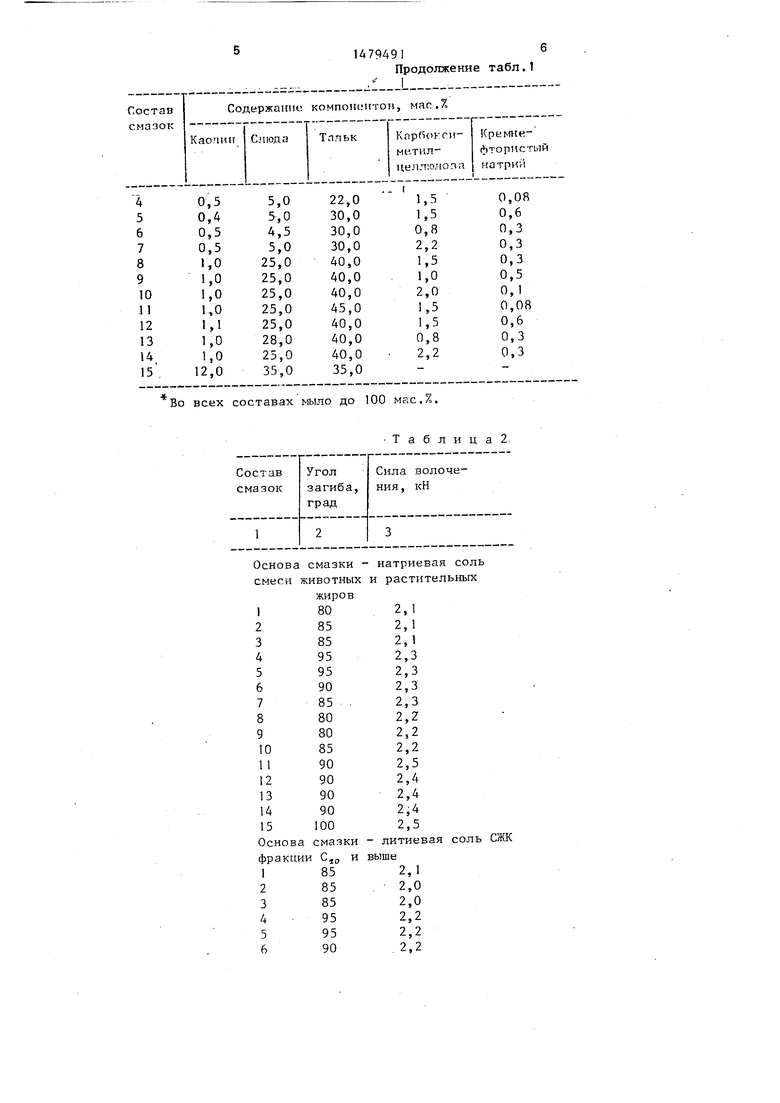
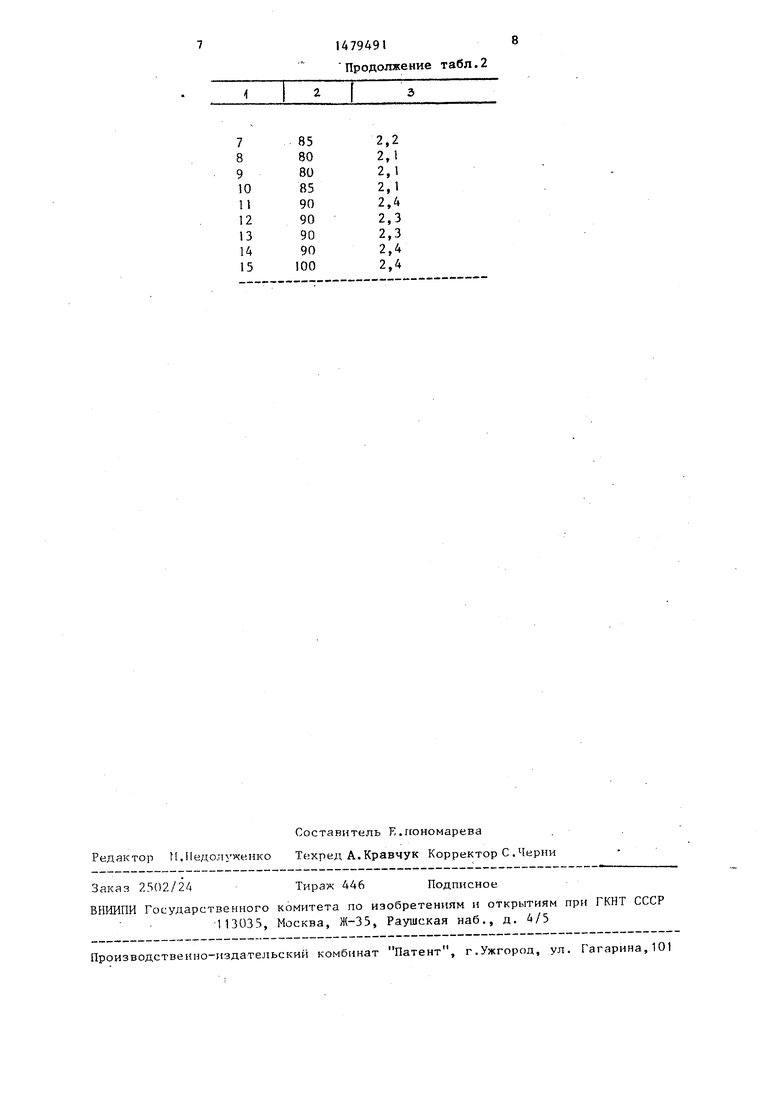
Результаты испытания представлены в табл.2.
5 Как видно из табл.2,, применение предлагаемых смазок обеспечивает повышение адгезионных свойств, что выражается в уменьшении угла загиба электрода на 15-20%.
При использовании составов за пределами предлагаемых концентраций угол загиба увеличивается на 11-18% и увеличивается сила волочения до 10%.
Формула изобретения
Смазка для сухого волочения металлических заготовок для стержней 0 электродов, содержащая соли щелочных металлов высших жирных кислот, каолин, слюду и тальк, отличающаяся тем, что, с целью повышения адгезионных свойств смазки, она дополнительно содержит карбоксиметил- целлюлозу и кремнефтористый натрий при следующем соотношении компонентов, мас.%:
Каолин
Слюда
Тальк
Карбоксиметилцеллюлоза
Кремнефтористый 5 натрий
Соли щелочных
металлов высших
0
5
5
0
147P49I6
Продолжение табл.1
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для сухого волочения сварочной порошковой проволоки | 1986 |
|
SU1366524A1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| Смазка "СКАН" для волочения металлов | 1984 |
|
SU1221230A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| Смазка для сухого волочения стальной проволоки | 1991 |
|
SU1754773A1 |
| Способ подготовки поверхности заготовки к волочению | 1983 |
|
SU1147467A1 |
| Смазка для волочения проволоки | 1985 |
|
SU1355623A1 |
| Смазка для волочения металлов | 1975 |
|
SU553276A1 |
| Смазка для сухого волочения проволоки | 1990 |
|
SU1754772A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU960231A1 |
Изобретение относится к холодной обработке металлов давлением, в частности к смазкам для сухого волочения при изготовлении заготовок стержней электродов. Цель - повышение адгезионных свойств смазки. Смазка содержит, мас% каолин 0,5-1,0
слюда 5,0-25,0
тальк 30,0-40,0
карбоксиметилцеллюлоза 1,0-2,0
кремнефосфористый натрий 0,1-0,5
соли щелочных металлов высших жирных кислот остальное. Использование смазки позволяет увеличить угол загиба на 11-18%, а силу волочения до 10%. 2 табл.
Во всех составах мыло до 100 мас.%.
Основа смазки- натри смеси животных и раст жиров
1802,1
2852,1
3852,1
4952,3
5952,3
6902,3
7852,3
8802,2
9802,2
10852,2
11902,5
12902,4
13902,4
14902,4
151002,5
Основа смазки- литие
фракции C.JQи выше
1852,1
2852,0
3852,0
4952,2
5952,2
6902,2
Таблица2
14794918
Продолжение табл.2
| Смазка для обработки металлов давлением | 1976 |
|
SU603657A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для сухого волочения сварочной порошковой проволоки | 1986 |
|
SU1366524A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
