4 а f Изобретение относится к обработк металлов давлением, в частности к подготовке поверхности заготовки к холодному и теплому волочению. Целью изобретениЛ является сниже ние усилия волочения путем повьшения эффективности смазки. Способ осуществляют следуклдим образом. Исходную заготовку подвергают термической обработке в среде защит ного газа, для чего ее нагревают в проходной печи с защитной газовой средой до 550-1150°С в зависимости от материала заготовки и вида терми ческой обработки. В результате термической обработ ки на поверхности заготовки образуется окисная пленка. Затем заготовку непрерывно охлаждают до 50-70с, при этом при достижении заготовкой температуры 3 00-500 С, которую определяют термопа:рой и выбирают в зависимости от концентрации наносим го на нее раствора, на поверхность заготовки напылением наносят водньй {раствор смазки, содержащей 2-10% триполифосфата натрия. В результате :на поверхности заготовки образуется дополнительный подсмазочный слой Пределы температуры заготовки 300-500 С при нанесении смазки из водного раствора триполифосфата нат рия выбраны исходя из условия равно мерного нанесения трийолифосфата ;натрия, обладающего высокой проч:ностью сцепления с поверхностью ме|талла, что является результатом xop )шей адсорбции. i При температуре заготовки ниже триполифосфат натрия наноситс iна поверхность заготовки неравномер |но, появляется рыхлость слоя, умень |0ается прочность сцепления покрытия ;с поверхностью металла, что приво1диг к разрушению смазочного слоя и, В конечном счете, к повыпению уси|лия волочения. температуре заготовки выше . в результате интенсивного испарения происходит разрушение сло смазки в процессе его образования, приводящее к неудовлетворительным сказочным свойствам. Эатем в той же камере ,по достиже НИИ заготовкой температуры 150-230 определяемой термопарой в зависимо :ти от концентрации наносимого раст .7 вора, также напьшением наносят второй слой смазки в виде водного раствора мыла с содержанием последнего 3-15%, при этом конкретная температура поверхности заготовки выбирается исходя из условия, что температура плавления мыла должна быть ниже температуры поверхности заготовки, В результате такой обработки на поверхности заготовки образуется слой смазки, повышающий адгезионные и адсорбционные свойства. В качестве мыльной составлякмцей водного раствора смазки могут быть использованы продукты полного омыления технических жировых и жирнокислотных фракций с температурой плавления выше . Последующее нанесение мыльной смазки на поверхность заготовки при охлаждении ее до температуры, ниже 150 С с учетом дополнительного охлаждения водной смазки с триполифосфатом натрия приводит к потере эффекта нагрева заготовки. Интервал темт ператур нанесения мыльного водного раствора смазки 150-230С обеспечивает опт имальные адсорбционные и адгезионные свойства смазки, сохраняя структуру мыла, обеспечивакицую вы,сокие антифрикционные свойства композиции. Нагрев заготовки вьшге температуры плавления мыльной смазки приводит к получению плава, которьй во многом теряет структуру мыла и имеет более низкие антифрикционные свойства. Пределы процентного содержания триполифосфата натрия (2-10%) и мыла (5-15%) в водных растворах смазок выбраны из условий оптимальных антифрикционных свойств смазок. Введение в водные растворы триполифосфата натрия менее 2% и мыла менее 5% не обеспечит достаточного количества смазки на поверхности заготовки, а более 10% триполифосфата натрия и 15% мыла приводит к получению на поверхности заготовки рыхлого слоя смазки, обладающего низкой адгезией. Нанесение на заготовку в процессе охлаждения при термообработке в эа цитнойат 1осфере после образования ркисной пленки, .дополнительной смазки в виде 2-10%-ного раствора триполифосфата натрия .в сочетании с водным 5-15%-ным раствором мыл
позволяет повысить антифрикционные и экранирующие свойства смазочных композиций, покрывать поверхность зготовки сплошным монолитным слоем смазки.
Подготовленную таким образом заготовку подвергают холодному или теплому волочению.
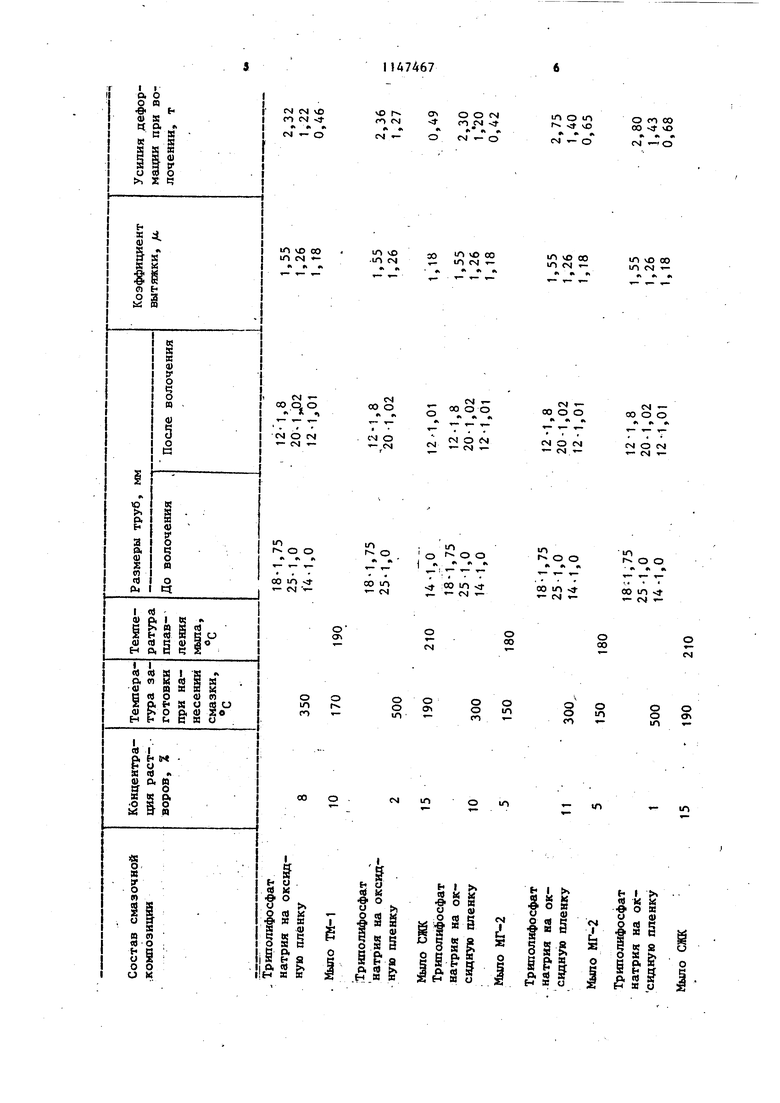
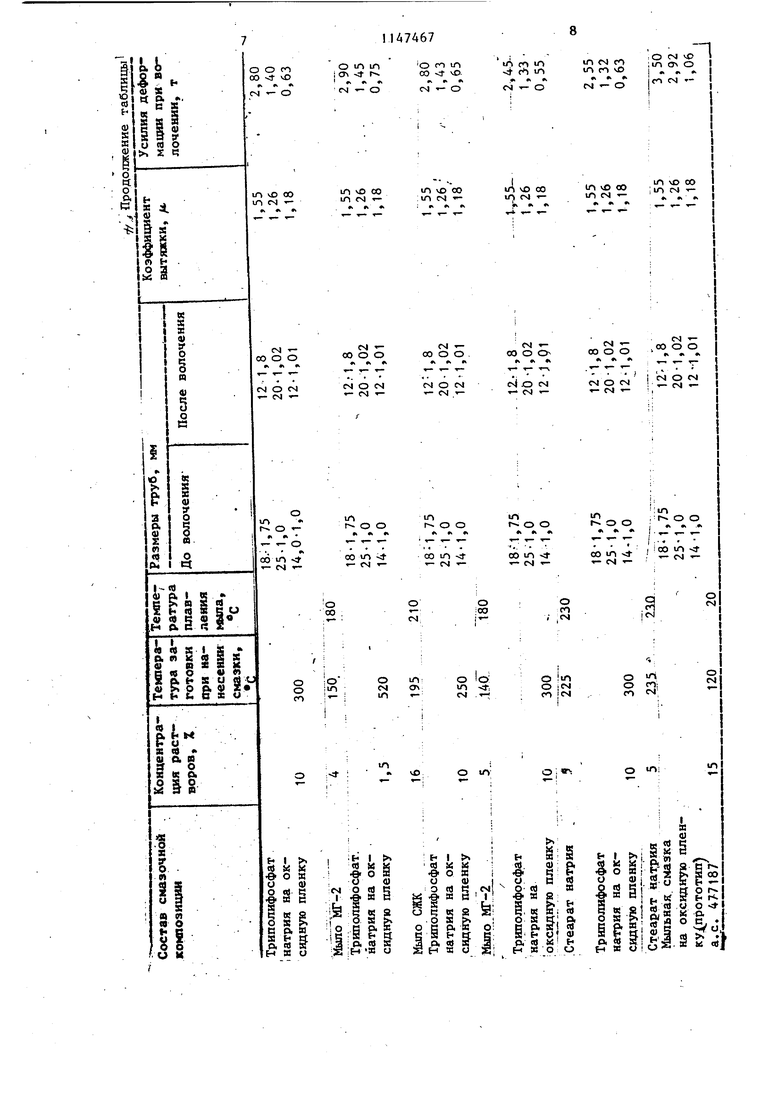
Ниже в таблице приведены возможные варианты осуществления изобретения при различных концентрациях водных растворов смазок и различных температур их нанесения в сравнении
с прототипом. Обработке подвергались заготовки диаметром 14, 18 и 25 мм из материала ст. 0,8, затем осуществляли волочение заготовки.
Как следует из приведенных в таблице данных, волочение заготовок, .которые были обработаны согласно изобретению, по сравнению с прототипом приводит к снижению усилия волочения на 35% н тем самым к по- вышеиию качества поверхности получаемых изделий.. li k k О 1Л in i Ti r r (M - о CN - о
in vo 00
in Л oo
in СЧ -
in cs - 1U7467 О rn m oo r o CN - о
д
in D CO
in vO oo
vO oo
; in r-j
vO CO in СЧ -
in -rr-i
M « о M 1Л сл ;m o оI 1Л ГО Ю in n V0 rh n СЧ -I c «- о csi -r- о
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодного волочения металлов | 1983 |
|
SU1117310A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU960231A1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1992 |
|
RU2032711C1 |
| Способ подготовки поверхности заготовки к волочению | 1980 |
|
SU1068198A1 |
| МЕТАЛЛОПЛАКИРУЮЩАЯ ПРИСАДКА К МЫЛЬНЫМ ПЛАСТИЧНЫМ СМАЗКАМ | 1992 |
|
RU2067609C1 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
| Смазка для волочения труб | 1976 |
|
SU607839A1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ХОЛОДНОЙ и ТЕПЛОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1973 |
|
SU406869A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
СПОСОБ ПОДГОТОВКИ ПОВЕРХНОС|ТИ ЗАГОТОВКИ К вблОЧЕНИЮ, включаю:щий термообработку заготовки в защитной атмосфере, нанесение смазки в виде мьтьного раствора, о т л и чающийся тем, что, с целью снижения усилия волочения путем -по вышенйя эффективности смазки, перед ;Нанесением мыльного раствора на поверхность заготовки наносят допол;нительный слой смазки в виде водного; раствора триполифосфата натрия с |содержанием триполифосфата натрия |2-10% при температзфе заготовки 300-500-С, а мыльный раствор, содер|жащий 5-15% мыла, наносят при тем|пературе 3aroTOBkH 150-230 С. (Л
TCO о о
о
сч о f
csl о - см ч- CS см чсм чсм «,00 о о
СЧ оо о о 00 о о
«ч М 4ч
С40С. :i°Cl
о см
см
- см -:, - см «-
| , Авторское свидетельство СССР; I 417206, | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Смазочное покрытие для обработки металлов давлением | 1973 |
|
SU477187A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
