I
Изобретение относится к термической обработке металлов и может быть использовано, в частности, при термообработке труб в проходных роликовых печах.
Цель изобретения - повышение качества труб разной длины, за счет исключения их перегрева.
.1 изображена схема устройства, реализующая предлагаемый
10
15
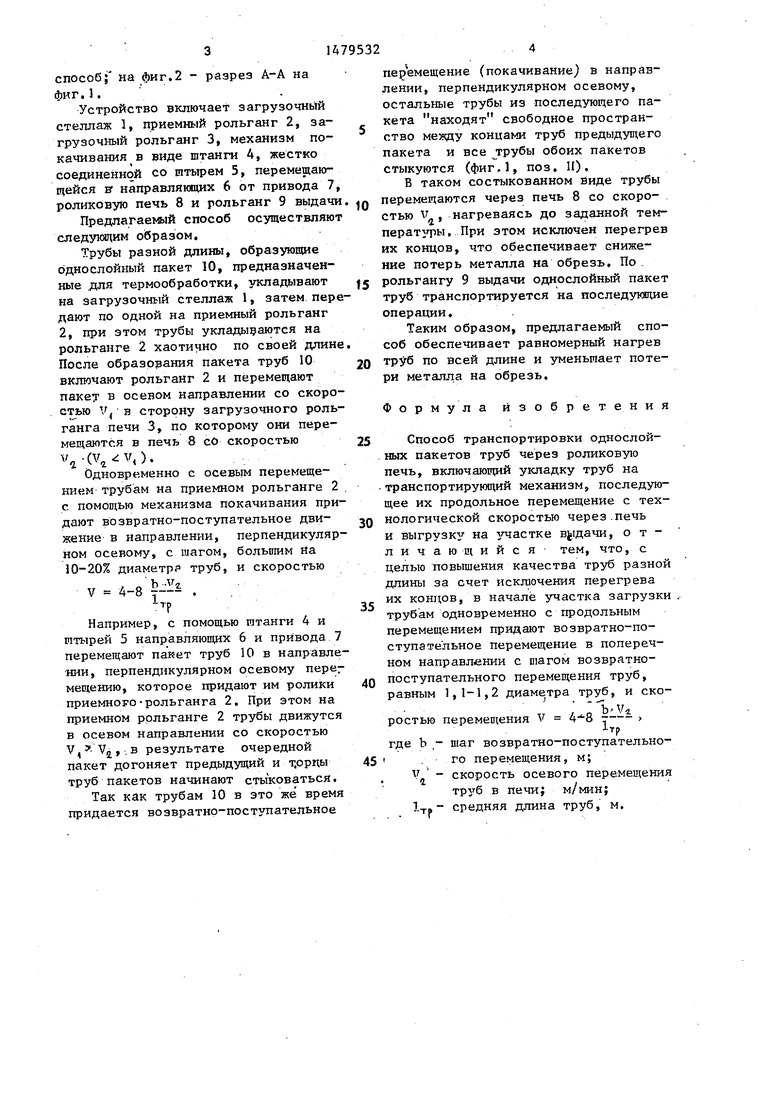
способ; на фиг.2 - разрез А-А на фиг.1.
Устройство включает загрузочный стеллаж 3, приемный рольганг 2, загрузочный рольганг 3, механизм покачивания виде штанги 4, жестко соединенной со штырем 5, перемещающейся в направляющих 6 от привода 7, роликовую печь 8 и рольганг 9 выдачи.
Предлагаемый способ осуществляют следующим образом.
Трубы разной длины, образующие однослойный пакет 10, предназначенные для термообработки, укладывают на загрузочный стеллаж 1, затем передают по одной на приемный рольганг 2, при этом трубы укладываются на рольганге 2 хаотично по своей длине. После образования пакета труб 10 20 включают рольганг 2 и перемещают пакет в осевом направлении со скоростью У| в сторону загрузочного рольганга печи 3, по которому они перемещаются в печь 8 со скоростью .
Одновременно с осевым перемещением трубам на приемном рольганге 2 с помощью механизма покачивания придают возвратно-поступательное движение в направлении, перпендикулярном осевому, с шагом, большим На 10-20% диаметр труб, и скоростью
V - 4-8 ЬЛ .
ТР
Например, с помощью штанги 4 и штырей 5 направляющих 6 и привода 7 перемещают пакет труб 10 в направлении, перпендикулярном осевому neper мещению, которое придают им ролики приемного-рольганга 2. При этом на приемном рольганге 2 трубы движутся в осевом направлении со скоростью V, Vu, в результате очередной пакет догоняет предыдущий и т,орцы труб пакетов начинают стыковаться.
Так как трубам 10 в это же время придается возвратно-поступательное
14795324
перемещение (покачивание) в направ25
30
лении, перпендикулярном осевому, остальные трубы из последующего пакета находят свободное пространство между концами труб предыдущего пакета и все трубы обоих пакетов стыкуются (фиг, поз. Н).
В таком состыкованном йиде трубы перемещаются через печь 8 со скоростью Vj, нагреваясь до заданной температуры . При этом исключен перегрев их концов, что обеспечивает снижение потерь металла на обрезь. По рольгангу 9 выдачи однослойный пакет труб транспортируется на последующие операции.
Таким образом, предлагаемый способ обеспечивает равномерный нагрев труб по всей длине и уменьшает потери металла на обрезь.
Формула изобретения
Способ транспортировки однослойных пакетов труб через роликовую печь, включающий укладку труб на транспортирующий механизм, последующее их продольное перемещение с технологической скоростью через печь и выгрузку на з частке выдачи, отличающийся тем, что, с
35
целью повышения качества труб разной длины за счет исключения перегрева их концов, в начале участка загрузки трубам одновременно с продольным перемещением придают возвратно-поступательное перемещение в поперечном направлении с тагом возвратно- 4Q поступательного перемещения труб, равным 1,1-1,2 диаметра труб, и скоростью перемещения V ---
1Тр
где b ,- шаг возвратно-поступателъно- 45 го перемещения, м;
V - скорость осевого перемещения
труб в печи; м/мин; 1Тр- средняя длина труб, м.
0
5
0
5
0
лении, перпендикулярном осевому, остальные трубы из последующего пакета находят свободное пространство между концами труб предыдущего пакета и все трубы обоих пакетов стыкуются (фиг, поз. Н).
В таком состыкованном йиде трубы перемещаются через печь 8 со скоростью Vj, нагреваясь до заданной температуры . При этом исключен перегрев их концов, что обеспечивает снижение потерь металла на обрезь. По рольгангу 9 выдачи однослойный пакет труб транспортируется на последующие операции.
Таким образом, предлагаемый способ обеспечивает равномерный нагрев труб по всей длине и уменьшает потери металла на обрезь.
Формула изобретения
Способ транспортировки однослойных пакетов труб через роликовую печь, включающий укладку труб на транспортирующий механизм, последующее их продольное перемещение с технологической скоростью через печь и выгрузку на з частке выдачи, отличающийся тем, что, с
целью повышения качества труб разной длины за счет исключения перегрева их концов, в начале участка загрузки . трубам одновременно с продольным перемещением придают возвратно-поступательное перемещение в поперечном направлении с тагом возвратно- поступательного перемещения труб, равным 1,1-1,2 диаметра труб, и скоростью перемещения V ---
1Тр
где b ,- шаг возвратно-поступателъно- го перемещения, м;
V - скорость осевого перемещения
труб в печи; м/мин; 1Тр- средняя длина труб, м.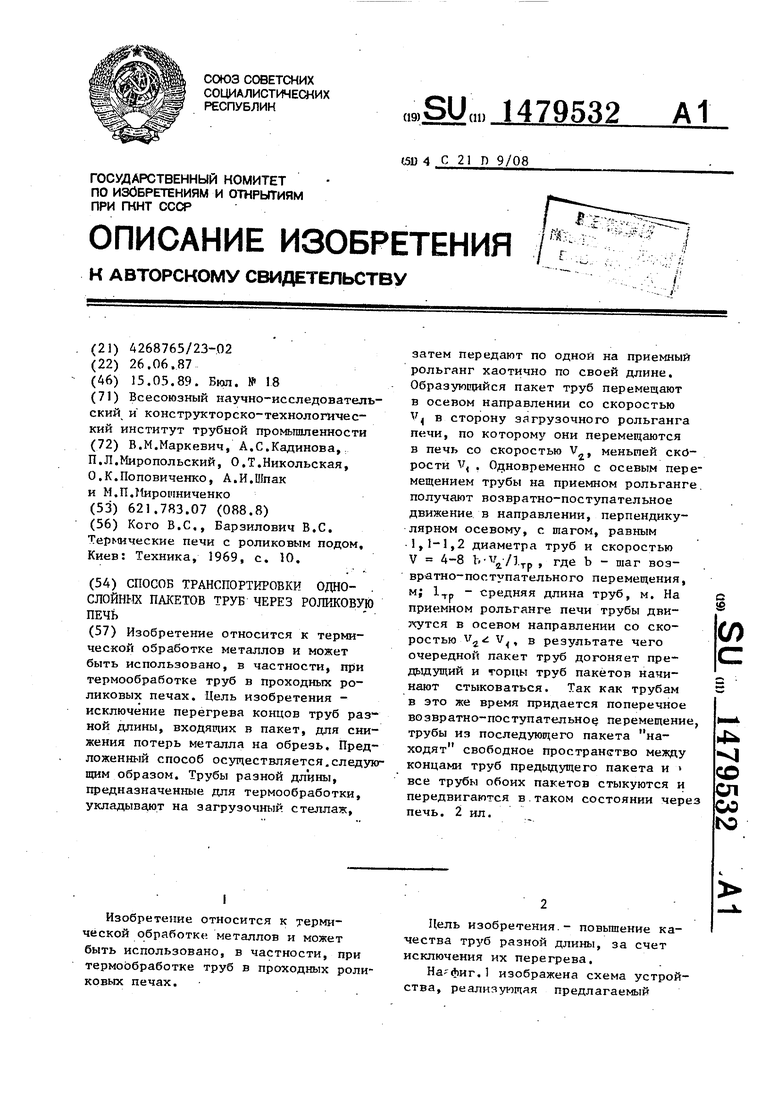
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ перемещения длинномерных цилиндрических изделий в печи с роликовым подом | 1972 |
|
SU492568A1 |
| Проходная печь | 1976 |
|
SU611942A1 |
| Линия металлизации цилиндрических изделий | 1983 |
|
SU1139767A1 |
| Поточная линия производства холоднодеформируемых труб | 1981 |
|
SU992602A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ПАКЕТОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2043286C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2160791C1 |
| Линия термообработки и штамповки деталей | 1983 |
|
SU1130727A1 |
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРН|12С_? ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU377351A1 |
| Проходная печь с роликовым подом | 1982 |
|
SU1083053A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
Изобретение относится к термической обработке металлов и может быть использовано, в частности, при термообработке труб в проходных роликовых печах. Цель изобретения - исключение перегрева концов труб разной длины, входящих в пакет, для снижения потерь металла на обрезь. Предложенный способ осуществляется следующим образом. Трубы разной длины, предназначенные для термообработки, укладывают на загрузочный стеллаж, затем передают по одной на приемный рольганг хаотично по своей длине. Образующийся пакет труб перемещают в осевом направлении со скоростью V1 B СТОРОНу зАгРузОчНОгО РОльгАНгА пЕчи, пО КОТОРОМу ОНи пЕРЕМЕщАюТСя B пЕчь CO СКОРОСТью V2, меньшей скорости V1. Одновременно с осевым перемещением трубы на приемном рольганге получают возвратно-поступательное движение в направлении, перпендикулярном осевому, с шагом, равным 1,1-1,2 диаметра труб, и скоростью V = 4-8 B X V2/LTP, где B - шаг возвратно-поступательного перемещения, м
LTP- средняя длина труб, м. На приемном рольганге печи трубы движутся в осевом направлении со скоростью V2*98V1, в результате чего очередной пакет труб догоняет предыдущий и торцы труб пакетов начинают стыковаться. Так как трубам в это же время придается поперечное возвратно-поступательное перемещение, трубы из последующего пакета "находят" свободное пространство между концами труб предыдущего пакета и все трубы обоих пакетов стыкуются и передвигаются в таком состоянии через печь. 1 ил.
А -А
фиг.2
| Кого B.C., Барзилович B.C | |||
| Термические печи с роликовым подом, Киев: Техника, 1969, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
