(Л
с . f
Изобретение относится к механизации штамповочных работ и может быть использовано при частой смене обрабатываемых деталей, преимущественно листовых.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является линия термообработки и шта,шовки деталей, содержащая пресс, приемный стеллаж, нагревательную печь, поворотно-загрузочную магаину, приемный рольганг, загрузочное устройство штампа пресса приемный стоп l .
Однако известная линия имеет низкую производительность при обработке узких и коротких деталей. Это связано с тем, что для надёжной работы загрузочного устройства штампа пресса узкие детали необходимо располагать вдоль продельной оси приемного рольганга или под углом не более 45° к ней, а для извлечения на нагревательной печи по одной детали загружать их в печь так, чтобы проекции деталей на боковую стенку печи не пересекались, что уменьшает садку печи и производительность линии.
Цель изобретения - повышение Iпроизводительности линии.
Поставленная цель достигается тем, что в линии термообработки и штамповки деталей, содержащей последовательно установленные приемный стеллаж, нагревательную печь, поворотную загрузочную машину, размещенной на раме приемньй рольганг, пресс с загрузочным устройством и стол выгрузки пресса, приемный рольганг со .стороны -загрузочной машины вьтолнен секционным в виде продольных чередующихся приводных и неприводных секций при зтом неприводные.секции расположены в средней части рольганга,своим противоположными концами они .шарнирн закреплены на раме, а другие их концы имеют возможнос-ть подъема.
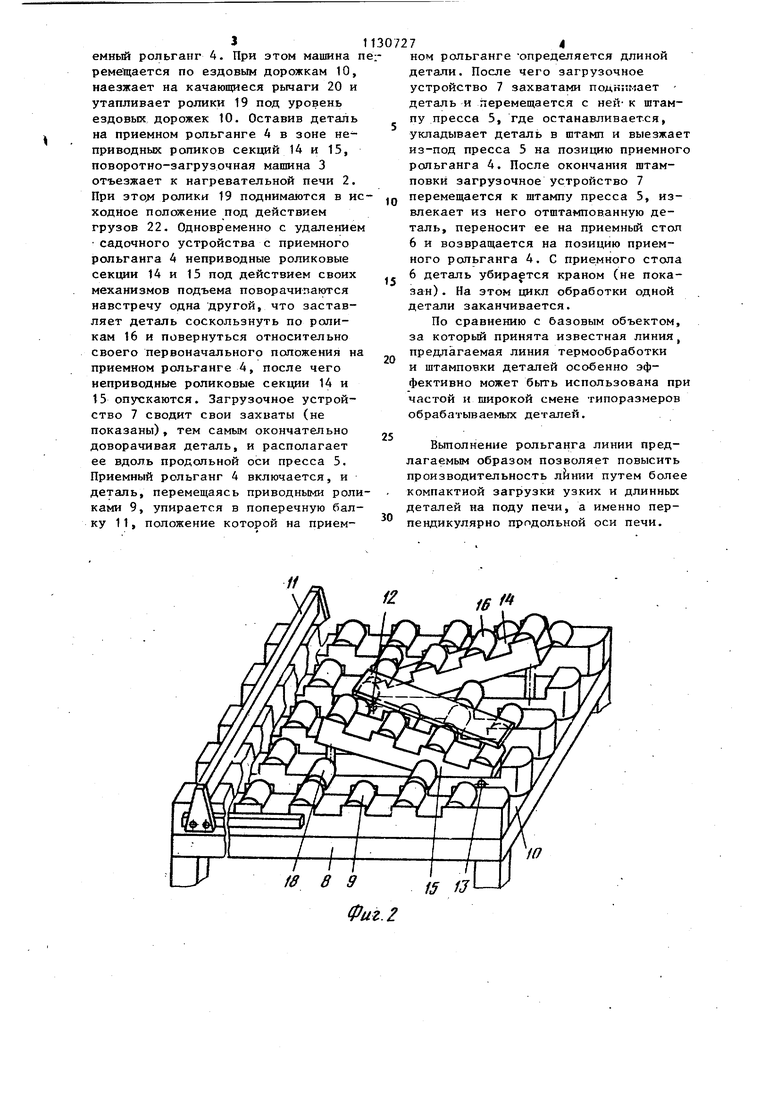
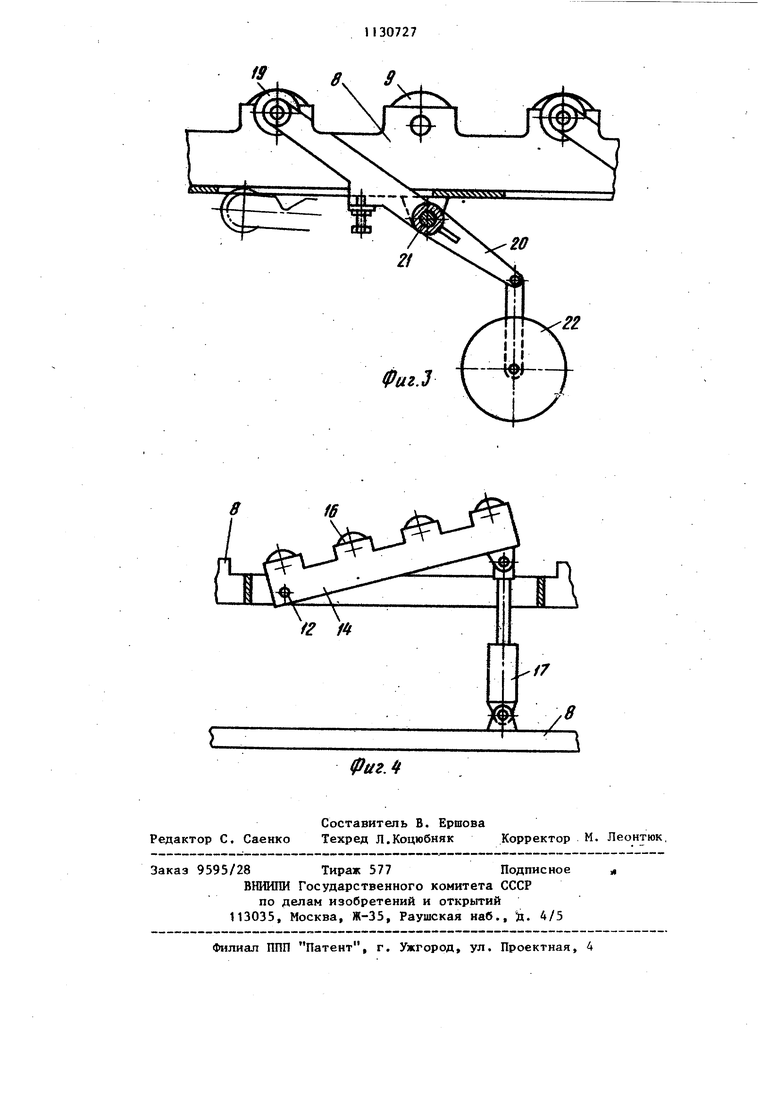
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - приемный рольганг с неприводными секциями; на фиг. 3 - качающийся ролик приемного рольганга; на фиг. 4 - неприводная роликовая секция с механизмом подъема.
Линия, термообработки и штамповки деталей состоит из приемного стеллажа 1, нагревательной печи 2, установленной параллельно приемному стеллажу 1, попоротно-загрузочной машины
3, перемещающейся по рельсовым путям, уложенным вдоль фронта печи 2 и стеллажа 1, приемного рольганга 4, расположенного вдоль продольной оси 5 пресса 5, приемного стола 6, расположенного вдоль этой же оси по другую сторону пресса 5, загрузочного устройства 7, перемещающегося по рельсовым путям, уложенным вдоль
0 приемного рольганга 4, штампа пресса 5, приемного стола 6. При этом продольная ось .рельсового пути для перемещения поворотно-загрузочной машины 3 совпадает с продольной осью
5 пресса 5. Для точной остановки на позициях загрузочное устройство 7 снабжено вьщвижным упором (не показан) .
Приемный рольганг 4 состоит из
0 рамы 8, на которой смонтированы
.приводные поперечные ролики 9, ездовые дорожки 10 Для вьщвижного садочного устройства поворотноЧзагрузочной машины 3 (не показано), поперечной
5 балки 11, имеющей возможность перемещения и фиксации вдоль рамы 8, предназначенной для центрирования передней кромки детали. На раме В с помощью осей 12 и 13 закреплены
корпуса роликовых секций 14 и 15, имеющих возможность встречного поворота, несущее неприводйые ролики 16, механизма подъема не приводных роликовых секдай, состоящие, например, из пневмоцилиндров 17, соединяющих качающиеся секций 14 и 15с рамой 8. В ездовых дорожках 10 расположены неприводные качающиеся ролики 18 (фиг. 2), предотвращаюш е попадание деталей в ездовые дорожки 10. Качающиеся ролики 18 состоят из роликов 19. закрепленньпс на концах рычагов 20, которые имеют возможность поворота вокруг осей 21, закрепленных на раме 8, на противоположных концах рычагов 20 подвешены грузы 22.
Линия работает следующим образом. Детали укладываются на приемный стеллаж 1, затем.поворотно-загрузочная машина 3 вьдвигает садочное: устройство на приемный стеллаж 1 и забирает с него детали, после чего загружает их в . нагревате.г1ьную пгчг 2. После окончания нагрева детале поворотно-загрузочная маптна 3 доста5 ет.одну деталь из печи 2, разворачивается в сторону приемного рольганга 4, подъезжает к нему, вьщвигает садочное устройство с деталью на пр . емный рольганг 4. При этом машина п ремещается по ездовым дорожкам 10, наезжает на качающиеся рычаги 20 и утапливает ролики 19 под уровень ездовых дорожек 10. Оставив деталь на приемном рольганге 4 в зоне неприводных ропиков секций 14 и 15, поворотно-загрузочная машина 3 отъезжает к нагревательной печи 2. При ролики 19 поднимаются в и ходное положение под действием грузов 22. Одновременно с удаление садочного устройства с приемного рольганга 4 неприводные роликовые секции 14 и 15 под действием своих механизмов подъема поворачиг а1отся навстречу одна другой, что заставляет деталь соскользнуть по роликам 16 и повернуться относительно своего первоначального положения н приемном рольганге 4, после чего неприводные роликовые секции 14 и 15 опуч:каются. Загрузочное устройство 7 сводит свои захваты (не показаны), тем самым окончательно доворачивая деталь, и располагает ее вдоль продольной оси пресса 5. Приемный рольганг 4 включается, и деталь, перемещаясь приводными рол ками 9, упирается в поперечную бал ку 11, положение которой на прием7ном рольганге -определяется длиной детапи. После чего загрузочное устройство 7 захватами подн; г-5ает деталь и перемещается с ней- к штампу пресса 5, где останавливается, укладывает деталь в штамп и выезжает из-под пресса 5 на позицию приемного рольганга 4. После окончания штамповки загрузочное устройство 7 перемещается к штампу пресса 5, извлекает из него отштампованную деталь, переносит ее на приемный стол 6 и возвращается на позицию приемного рольганга 4. С приемного стола 6 деталь убирается краном (не показан) . На зтом цикл обработки одной детали заканчивается. По сравнению с базовым объектом, за который принята известная линия, предлагаемая линия термообработки и штамповки деталей особенно эффективно может быть использована при час-гой и широкой смене типоразмеров обрабатываемых деталей. Выполнение рольганга линии предлагаемым образом позволяет повысить производительность линии путем более компактной загрузки узких и длинных деталей на поду печи, а именно перпендикулярно продольной оси печи.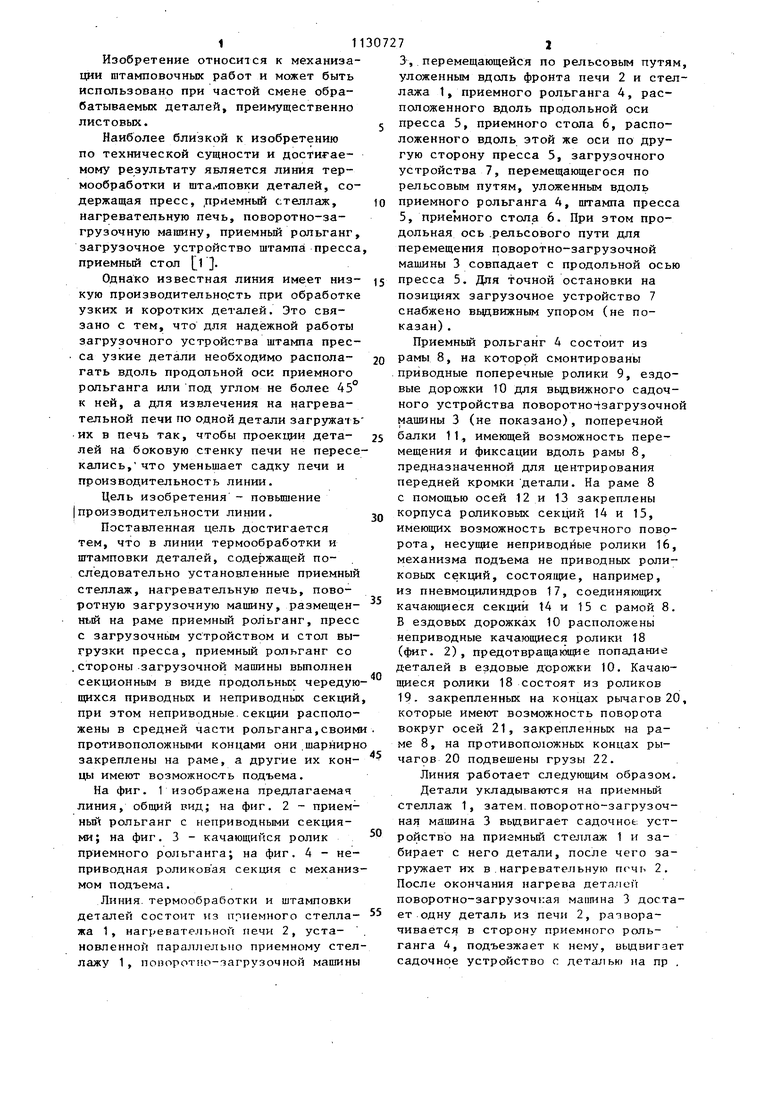
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Модуль для автоматизированной безраскройной листовой штамповки | 1987 |
|
SU1505641A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Модуль для автоматизированной безраскройной штамповки | 1989 |
|
SU1697947A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |
| Автоматизированный штамповочный комплекс | 1986 |
|
SU1375398A1 |
ЛИНИЯ ТЕРМООБРАБОТКИ И ШТАМПОВКИ ДЕТАЛЕЙ, содержащая последовательно установленные приемный стеллаж, нагревательную печь, поворотную загрузочную машину, размещенньй на раме приемныйрольганг пресс с загрузочным устройством и стол выгрузки пресса, отличающаяся тем, что, с целью повышения ее производительности, приемный рольганг со стороны загрузочной машины вьшолнен секционным в виде продольных чередующихся приводных и неприводных секций, при этом неприводные секции расположены в средней части рольганга, своими противоположными концами они шарнирно закреплены на раме, а другие их концы, имеют возможность подъема.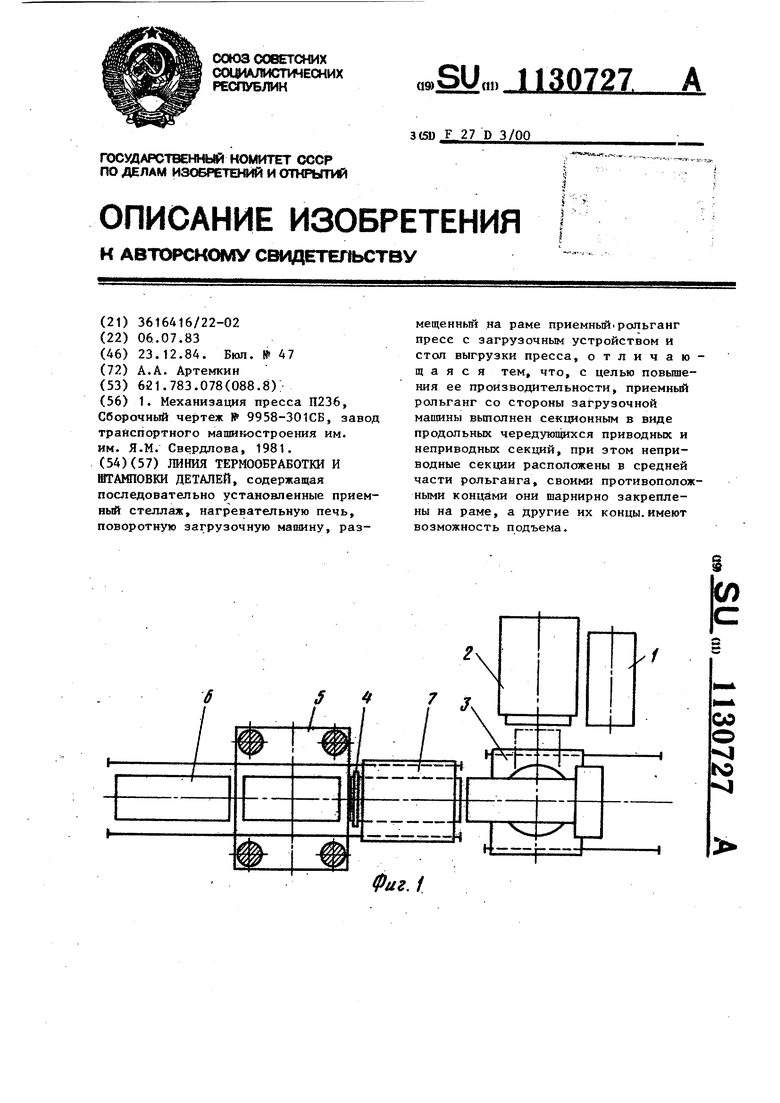
A5f
16
10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
| им | |||
| Я.М | |||
| Свердлова, 1981 | |||
