I
Изобретение, относится к обработке металлов давлением, а именно к волочению труб на оправке.-.
Известна подвижная оправка для волочения труб, содержащая рабочую часть и хвостовик, диаметр которого меньше диаметра рабочей части ГП
Недостатком известной оправки является то, что закованная часть трубы плотно охватывает хвостовик опрабки, что 1;1репятствует последующему съему трубы с оправки, приводит к образованию на трубе гофр и других дефектов и ведет к снижению выхода годного.
Цель изобретения - повьппение выхода годного и улучшение качества труб.
Поставленная цель достигается тем, что хвостовик выполнен с цилиндрическим переходником, примыкающим к рабочей части оправки, диаметр которого составляет 1,05-1,20 диаметра хвостовика, но меньше диаметра рабочей части, -а длина его 0,10-0,20 длины хвостовика.
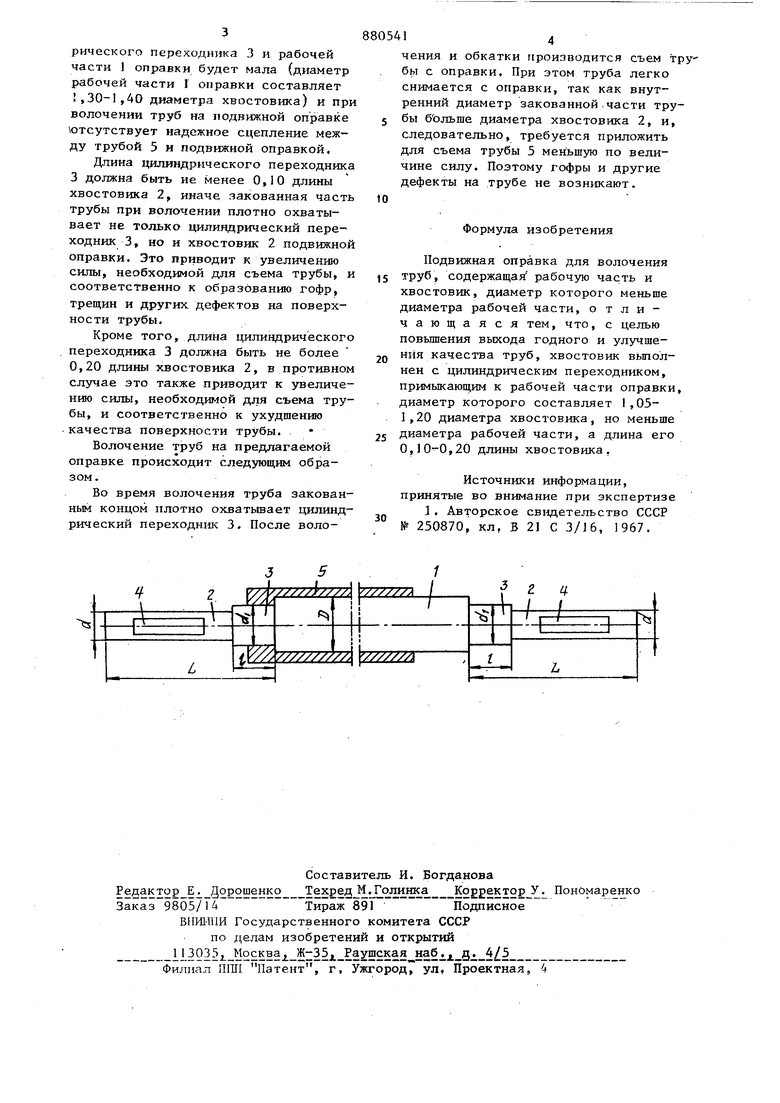
На чертеже изображена подвижная оправка, общий вид.
Подвижная оправка состоит из части 1 диаметров D и хвостовика 2 диаметром d и длиной L. Хвостовик 2 выполнен с цилиндрическим переходником 3 диаметром d и длиной t и имеет лыски 4, причем диаметр dj| переход10ника составляет (1,05-1,20) d хвостовика, а длина I (0,10-0,20) L,
При выполнении цилиндрического переходника 3 диаметром менее 1,05 диаметра хвостовика 2 закованная часть
15 трубы начинает контактировать при съеме не только с переходником, но и с хвостовиком, что влечет за собой образование гофр и других дефектов .
Выполнение цилиндрического переходника 3 диаметром более 1,20 диаметра хвостовика 2 приводит к тому, что разница между диаметрами цилиидрического переходника 3 и рабочей части 1 оправки будет мала (диаметр рабочей части 1 оправки составляет 1,30-1,40 диаметра хвостовика) и при волочении труб на подвижной оправке отсутствует надежное сцепление между трубой 5 и подвижной оправкой.
Длина цилиндрического переходника 3 должна быть не менее 0,10 длины хвостовика 2 иначе закованная часть трубы при волочении плотно охватывает не только цилиндрический переходник 3, но и хвостовик 2 подвижной оправки. Это приводит к увеличению силы, необходимой для съема трубы, и cooTBeTctBeHHo к образованию гофр, трещин и других дефектов на поверхности трубы.
Кроме того, длина цилиндрического переходника 3 должна быть не более 0,20 длины хвостовика 2, в противном случае это также приводит к увеличению силы, необходимой для съема трубы, и соответственно к ухудшению качества поверхности трубы. .
Волочение труб на предлагаемой оправке происходит следующим образом.
Во время волочения труба закованным концом плотно охватьшает цилиндрический переходник 3. После воло805414
чения и обкатки производится съем трубы с оправки. При этом труба легко снимается с оправки, так как внутренний диаметр закованной .части трубы болъше диаметра хвостовика 2, и, следовательно, требуется приложить для съема трубы 5 меньшую по величине силу. Поэтому гофры и другие дефекты на трубе не возникают. 10
Формула изобретения
Подвижная оправка для волочения 15 труб, содержащая рабочую часть и хвостовик, диаметр которого меньше диаметра рабочей части, отличающаяся тем, что, с целью повышения выхода годного и улучше20 нйя качества труб, хвостовик выполнен с цилиндрическим переходником, примыкающим к рабочей части оправки, диаметр которого составляет 1,051,20 диаметра хвостовика, но меньше 25 диаметра рабочей части, а длина его О,0-0,20 длины хвостовика.
Источники информации, принятые во внимание при экспертизе 2JJ 1 . Авторское свидетельство СССР № 250870, кл, В 21 С 3/16, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для волочения труб | 1988 |
|
SU1533802A1 |
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
| ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1969 |
|
SU250870A1 |
| Способ волочения труб на короткой оправке | 1988 |
|
SU1637894A1 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| Способ изготовления топливопроводных труб | 1982 |
|
SU1210937A1 |
| Способ волочения тонкостенных труб с внутренними продольными ребрами | 1988 |
|
SU1600892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
