1
Изобретение относится к волочильному производству.
Известна самоустанавливающаяся оправка для волочения труб, включающая рабочую часть с цилиндрическим и коническим участками и хвостовик со сквозными отверстиями, соединенный с рабочей частью посредством стержня, диаметр которого меньше наибольшего диаметра конического участка рабочей части оправки I.
Однако такая оправка не обеспечивает отвод излишков смазки из очага деформации на требуемое расстояние в трубу, свернутую в бухту, вследствие изгиба трубы и жесткости стержня, что не позволяет осуш.ествлять стабильный процесс волочения с высокой скоростью.
Целью изобретения является обеспечение отвода излишков смазки из очага деформации в трубную заготовку, свернутую в бухту, и повышение, тем самым, стабильности процесса при высоких скоростях бухтового волочения.
Это достигается тем, что хвостовик снабжен гибким шлангом, внутренняя полость которого соединена со сквозными отверстиями хвостовика.
На чертеже пзображепа предлагаемая оправка.
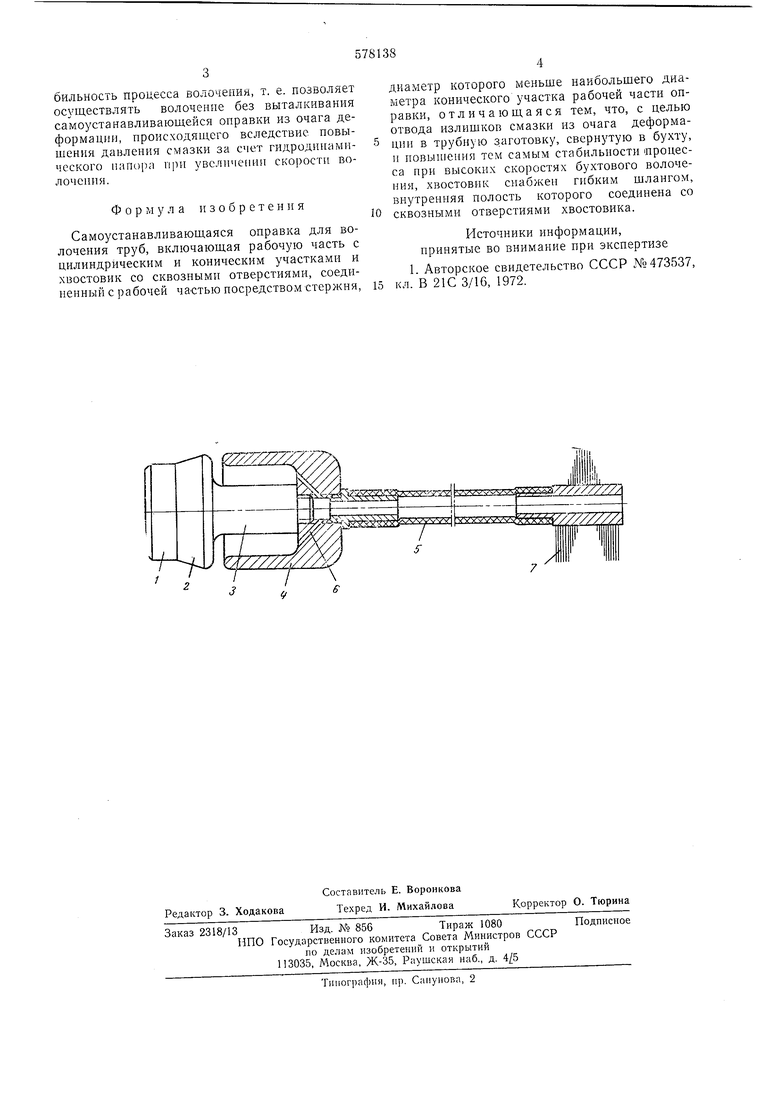
Оправка включает рабочую часть, состоящую из цилиндрического I и конического 2 участков, соединенную посредством стержня 3, диаметр которого меньше наибольшего
диаметра конического участка, с хвостовиком, выполненным в виде стака на 4. К стакану 4 по его оси крепится гибкий шланг 5. В дне стакана под углом к оси волочения выполнены отверстия 6, сообщающиеся с внутренней
полостью шланга 5. На противоположном конце шланга 5 установлена щетка 7, выполненная по винтовой линии.
Самоустанавливающаяся оправка работает
следующим образом.
При волочении избыток технологической смазки поступает в полость, образованную внутренней поверхностью стакана 4, стержнем 3 и торцом конического 2 участка, а затем через отверстия 6 - во вн)треннюю полость гибкого шланга 5, стекает на внутреннюю поверхность трубной заготовки, при этом смазка, перемещаясь с трубой к очагу деформации, проходит через щетку 7, поднимается
но винтовой линии и равномерно наносится на внутреннюю поверхность трубы.
Таким образом, наличие гибкого шланга позволяет отводить избыток смазки из очага деформации в трубную заготовку, свернутую
в бухту, на расстояние, обеспечивающее стабильность процесса во.чочения, т. е. позволяет осуществлять волочение без выталкивания самоустанавливающейся оправки из очага деформации, ироисходящего вследствие повышения давления смазки за счет гидродинамического иаиора при увсличе1И1и скорости волочепия.
Формула изобретения
Самоустаиавливающаяся оправка для волочения труб, включающая рабочую часть с цилиндрическим и коническим участками и хвостовик со сквозными отверстиями, соединенный с рабочей частью посредством стержня.
диаметр которого меньше наибольшего диаметра конического участка рабочей части оправки, отличающаяся тем, что, с целью отвода излишков смазки из очага деформации в трубную заготовку, свернутую в бухту, и повышения тем самым стабильности процесса при высоких скоростях бухтового волочения, хвостовик снабжен гибким шлангом, внутренняя полость которого соединена со сквозными отверстиями хвостовика.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №473537, кл. В 21С 3/16, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бухтового волочения толстостенных топливопроводных труб с внутренним диаметром не более 3 мм | 1983 |
|
SU1183223A1 |
| Самоустанавливающаяся оправка для волочения труб | 1972 |
|
SU473537A1 |
| Самоустанавливающаяся оправка для волочения труб | 1983 |
|
SU1126351A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Самоустанавливающаяся оправка для волочения труб | 1981 |
|
SU988397A1 |
| Способ изготовления топливопроводных труб | 1982 |
|
SU1210937A1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Самоустанавлявающаяся оправка для волочения труб | 1977 |
|
SU626851A1 |
| Способ волочения труб на короткой оправке | 1978 |
|
SU871864A1 |
| СПОСОБ ПЕРИОДИЧЕСКОЙ БУХТОВОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2231404C2 |
