| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения рулонированной металлической полосы | 1987 |
|
SU1407596A1 |
| "Способ раскатки широких металлических обечаек и бандажей "Крюкан" | 1989 |
|
SU1738447A1 |
| Способ получения рулонированной металлической полосы | 1982 |
|
SU1015937A1 |
| Способ получения широкой ленты | 1979 |
|
SU825226A1 |
| Способ получения рулонированнойМЕТАлличЕСКОй лЕНТы | 1979 |
|
SU818677A1 |
| Способ горячей прокатки металлической полосы | 1991 |
|
SU1809786A3 |
| ЭРГОНОМИЧЕСКОЕ ЛОЖЕ | 1999 |
|
RU2144302C1 |
| Устройство для горячей прокатки металлической полосы | 1991 |
|
SU1809785A3 |
| Устройство для горячей прокатки металлической полосы | 1975 |
|
SU537718A1 |
| Способ прокатки фланцевых профилей | 1988 |
|
SU1614871A1 |
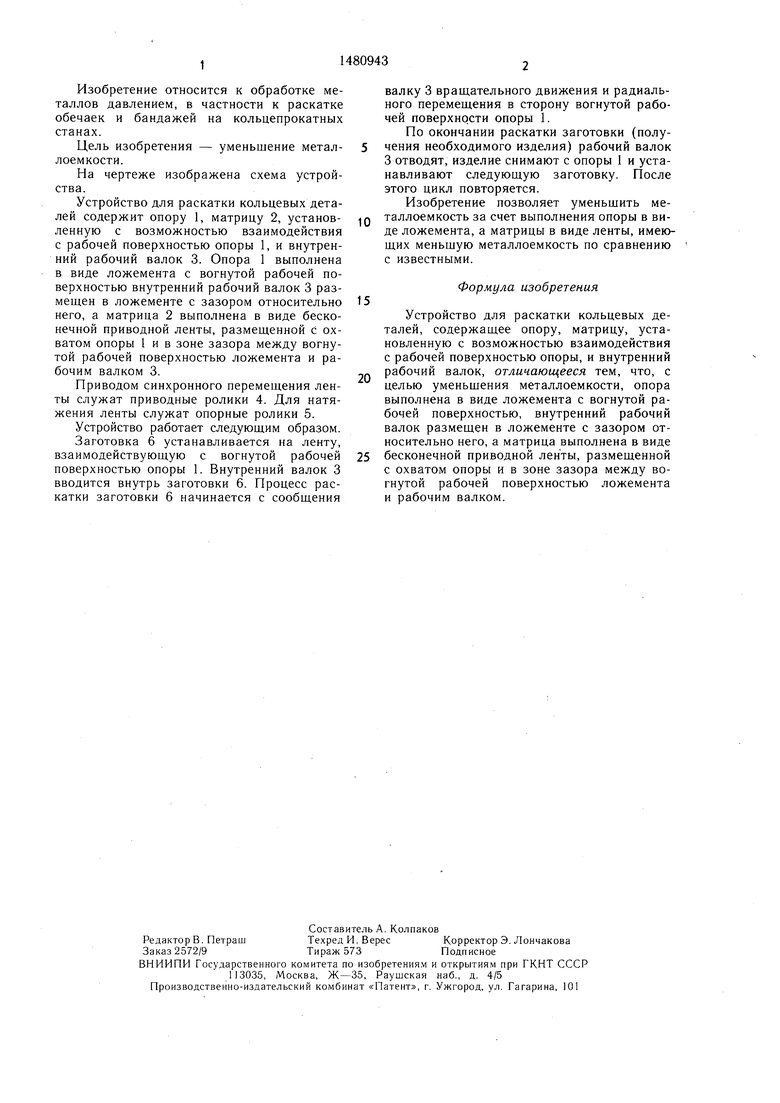
Изобретение относится к обработке металлов давлением ,в частности, к раскатке обечаек и бандажей на кольцепрокатных станах. Цель - уменьшение металлоемкости. Заготовку 6 устанавливают на бесконечную приводную ленту (Л) 2, охватывающую ложемент 1. Внутрь заготовки 6 вводят рабочий валок (РВ) 3. РВ 3 перемещают в радиальном направлении до взаимодействия с вогнутой рабочей поверхностью ложемента 1 через заготовку 6 и Л 2. После сообщения РВ 3 вращения начинается процесс раскатки заготовки 6. При этом в процессе ее раскатки Л 2 сообщается синхронное с РВ 3 и заготовкой 6 перемещение. Выполнение опоры в виде ложемента, а матрицы в виде ленты позволяет при раскатке одних и тех же габаритных размеров раскатываемых деталей уменьшить металлоемкость за счет малой металлоемкости ложемента и ленты. 1 ил.
| Способ изготовления кольцевых де-талей с профилированной наружнойповерхностью | 1973 |
|
SU508320A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
