1
Изобретение относится к обработке металлов давлением, а именно к технологии производства металлических листов и лент.
Известен способ получения рулонированных широких металлических лент путем прокатки на широкополосных станах полосовой заготовки, свернутой в рулон, при котором конец полосовой заготовки задают в клеть, пропускают ее с деформацией через валки и вновь сворачивают готовую продукцию в рулон 1.
Недостаток этого способа заключается в том, что для его осуществления необходимо дорогостоящее прокатное оборудование, причем с возрастанием ширины изготовляемой полосы стоимость оборудования значительно повышается, так как увеличиваются габариты клетей, размеры валков, мощности двигателей и т. д.
Широкую ленту по данному способу получают из широкой полосовой заготовки, причем ширина заготовки практически должна быть равна ширине получаемой ленты, поскольку прокатка осуществляется без уширения. Следовательно, для производства подката также требуется аналогичное оборудование, что удорожает производство ленты.
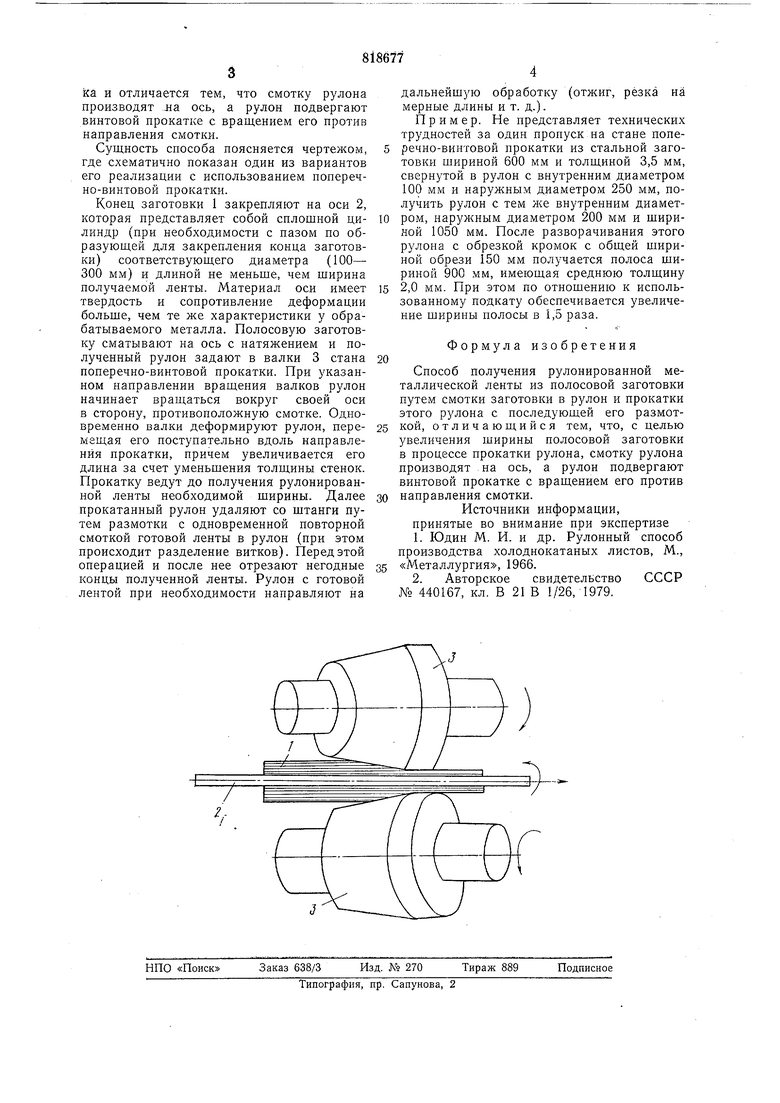
Известен способ получения рулонированной металлической ленты из полосовой заготовки путем смотки заготовки в рулон и прокатки этого рулона 2.
Этим способом можно получить рулонированную широкую металлическую ленту
на более простом оборудовании, чем при ленточной прокатке, но также при условии, что ширина подката близка к ширине получаемой ленты. Последнее обстоятельство вытекает из того, что при раскатке рулоназаготовки на кольцепрокатном стане оси валков параллельны оси рулона, т. е. металл заходит в валки под прямым углом к их осям. Такая раскатка ведет к увеличениюдиаметра рулона и утонению стенок при незначительном увеличении длины (не более, чем на 5-10%), т. е. к получению более длинной и тонкой в сравнении с подкатом готовой ленты, но близкой ему по ширине.
Необходимость иметь широкий подкат для получения широкой ленты не позволяет существенно снизить себестоимость продукции при использовании и этого способа. Снижения себестоимости можно добиться, если широкую ленту получать из узкой полосовой заготовки, однако, известный способ не позволяет это осуществить.
Описываемый способ получения рулонированной металлической ленты из полосовой заготовки лишен указанного недостат
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения широкой ленты | 1979 |
|
SU825226A1 |
| Способ получения рулонированной металлической полосы | 1982 |
|
SU1015937A1 |
| Способ получения рулонированной металлической полосы | 1987 |
|
SU1407596A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ горячей прокатки полос | 1984 |
|
SU1176981A1 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2413584C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| Способ непрерывной прокатки полос | 1980 |
|
SU1044348A1 |
