| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки фланцевых профилей | 1977 |
|
SU707622A1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1263380A1 |
| Способ прокатки двутавровыхбАлОК | 1979 |
|
SU816583A1 |
| Способ раскатки профильных колец | 1976 |
|
SU574258A1 |
| Устройство для раскатки профильных кольцевых заготовок | 1986 |
|
SU1428517A1 |
| Способ раскатки профильных колец | 1980 |
|
SU956111A2 |
| Способ раскатки профильных колец | 1980 |
|
SU935179A2 |
| Способ прокатки периодических фланцевых профилей | 1979 |
|
SU854466A1 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| Способ калибровки рельсов | 1987 |
|
SU1445823A1 |
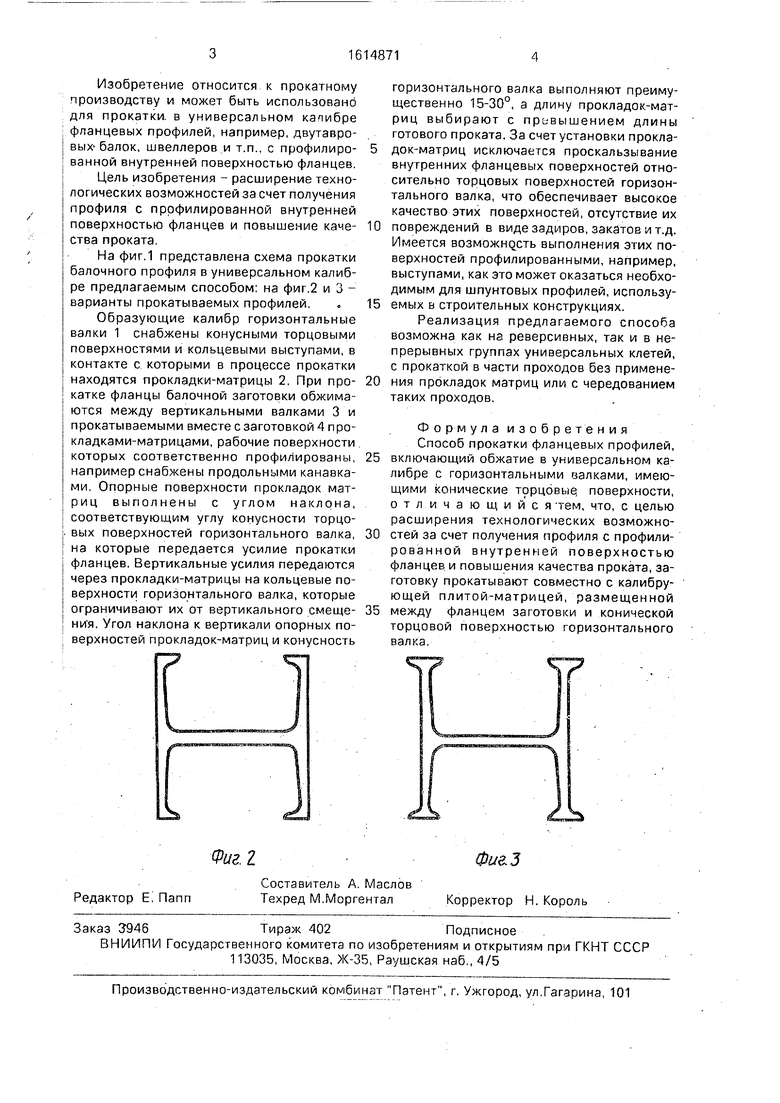
Изобретение относится к прокатному производству и может быть использовано для прокатки в универсальном калибре фланцевых профилей, например двутавровых балок, швеллеров и т.п., с профилированной внутренней поверхностью фланцев. Цель изобретения - получение профиля с профилированной внутренней поверхностью фланцев. Для этого вместе с профильной заготовкой через универсальный калибр пропускаются плиты - матрицы 2, установленные между фланцем заготовки 4 и конической торцовой поверхностью горизонтального валка 1. При этом поверхность плиты - матрицы 2, контактирующая с фланцем заготовки 4, может быть выполнена профилированной, в соответствии с требуемым профилем внутренней поверхности фланца. Это позволяет получать фланцевые профили, снабженные, например, продольными выступами на внутренней поверхности фланцев, что расширяет сортаментные возможности стана, а исключение проскальзывания металла относительно торцовых поверхностей горизонтального валка повышает качество проката. 3 ил.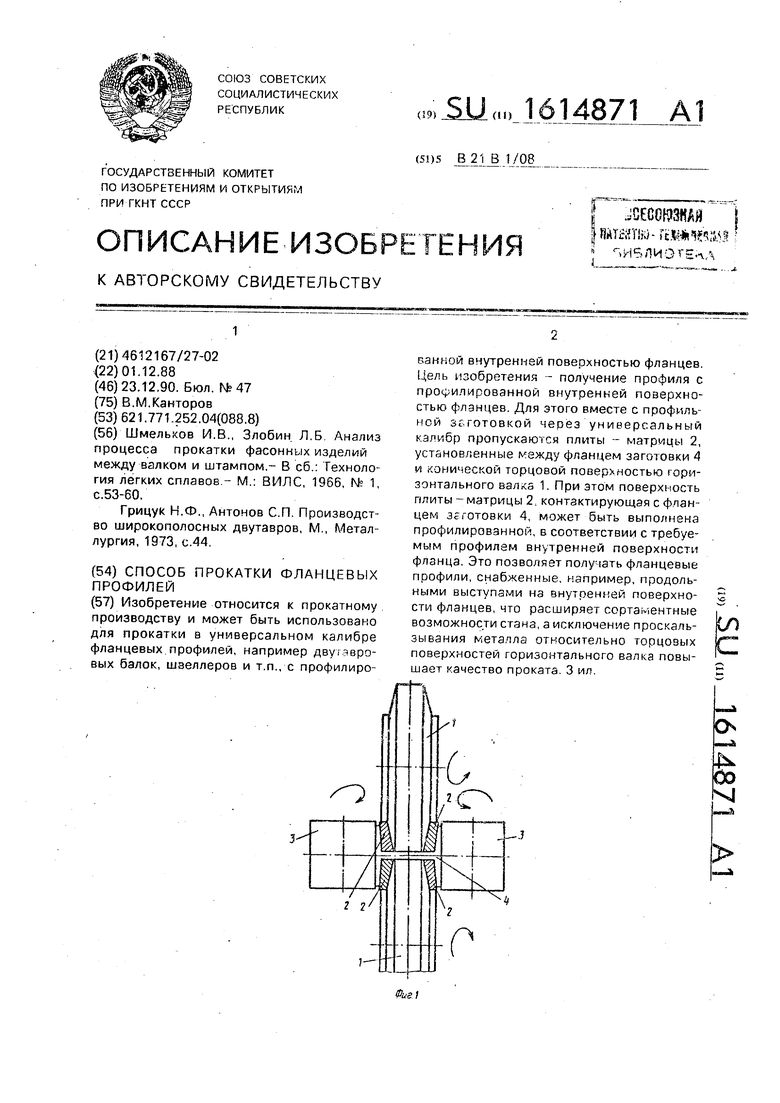
| Шмельков И.В., Злобин Л.Б | |||
| Анализ процесса прокатки фасонных изделий между валком и штампом.- В сб.: Технология легких сплавов.- М.: ВИЛС, 1966 N 1 с.53-60 | |||
| Грицук Н.Ф., Антонов С.П | |||
| Производство широкополосных двутавров, М., Металлургия, 1973, С.44. |
