Изобретение относится к прокатному производству и может быть использовано при производстве рулонированной металлической полосы.
Цель изобретения - повышение производительности при раскатке широкой полосы из более узкой полосовой заготовки. На фиг. 1 и 2 схематически изображены два варианта устройства для реализации предлагаемого способа.
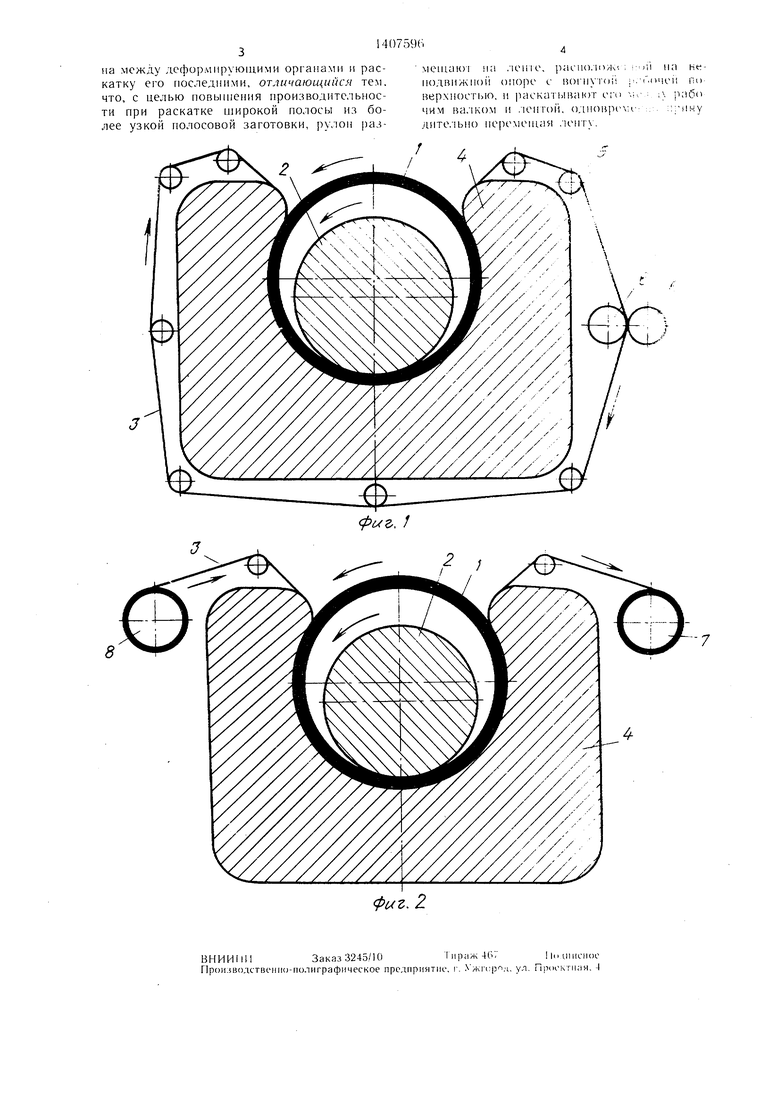
Полосовая заготовка, свернутая в ру- лон 1 и имеющая ширину меньше, чем ши- эина готовой полосы, размеш,ена между рабочим валком 2 и лентой 3. Последняя расположена на неподвижной опоре 4 с вогнутой рабочей поверхностью, ось которой парал- пельна оси рабочего валка. Лента выполне- на бесконечной, охватывающей неподвижную эпору (фиг. 1), Ее поддерживают непривод- 1ые ролики 5. Приводные ролики 6 служат для принудительного перемещения ленты. На фиг. 2 для принудительного перемещения ленты служат приводные моталки 7 и 8, на (оторых закреплены ее концы.
Предлагаемый способ осуществляют следующим образом.
Рулон-заготовку 1 устанавливают на лен- fy между рабочим валком и лентой и..про- |}1зводят уплотнение рулона. Для этого вращают с минимальной скоростью рабочий валок в направлении, противоположном направлению смотки витков полосы в рулоне, и, приближая его к ленте, задают минимальное обжатие. После этого в том же на- правлении производят пластическую деформацию рулона путем задания необходимых рабочих скоростей раскатки и обжатий. Одновременно осуществляют принудительное перемещение ленты в направлении раскатки (указано стрелками) со скоростью, преиму- цественно равной скорости вращения рабо- ijero валка. Ленту перемещают или враще- ьием приводных роликов (фиг. 1), или путем синхронного вращения барабанов мота- jioK (фиг. 2).
Раскатку заканчивают при достижении т1ребуемых размеров конечного продукта. Далее отводят рабочий валок, снимают рас- к|атанный рулон и посылают его на дальнейшую обработку (перемотку, обрезку концов и| кромок полосы, термообработку и т. д.). Процесс повторяют, подавая на раскатку о1чередной рулон-заготовку.
При раскатке ленте сообщают линейную скорость, преимущественно равную линейной скорости рабочего валка. Это позволяет максимально получить готовое изделие с хоро- 4им качеством поверхности. Ленту изго- т|звляют из стали с более высоким сопротив- лЬнием деформации, чем у раскатываемой п|элосы. Длины бочки рабочего валка, рабо- поверхности неподвижной опоры и шири- н ленты больше ширины готовой полосы. Диаметр бочки рабочего валка желательно выбирать максимально возможным. В этом
случае улучшаются условия для течения металла вдоль образующей рулона, т. е. происходит более значительное уширение полосы.
Толщину ленты выбирают из условий прочности. Для снижения усилий, необходимых для перемещения ленты путем скольжения по рабочей поверхности неподвижной опоры, последнюю покрывают антифрикционным материалом, например баббитом или баббитом, усиленным тефлоном, а также наносят антифрикционные вещества в виде смазок на контакт трущихся поверхностей.
Деформирующим органам обеспечивают необходимое охлаждение.
Для получения готовой полосы с максимальной шириной из данного рулона-заготовки радиус вогнутости рабочей поверхности опоры R выполняют равным наружному радиусу рулона-заготовки, а длину ее дуги L выбирают преимущественно из неравенства 1,, исходя из конкретных условий раскатки, в зависимости от материала заготовки и геометрических размеров рулона.
Используя способ, можно раскатать нагретую до ковочной температуры стальную полосу-заготовку шириной 600 мм, толщиной 2 мм, свернутую в рулон с внутренним диаметром 700 мм и наружным диаметром 1000 мм в готовый рулон с тем же наружным диаметром, внутренним диаметром 850 мм и шириной 1050 мм. После перемотки этого рулона с обрезкой кромок с общей шириной обрези 150 мм получают готовую полосу шириной 900 мм и толщиной 1 мм.
Для этой цели можно использовать рабочий валок с диаметром бочки 650 мм, неподвижную опору с радиусом вогнутости рабочей поверхности 500 мм и длиной дуги 2400-2600 мм. Длину бочки валка и щирину рабочей поверхности опоры и ленты необходимо иметь в этом случае не менее 1100 мм. Толщина ленты 2-3 мм.
Предлагаемый способ не требует применения трубы, в результате чего имеет место экономия трудозатрат на размещение в ней рулона и установку ее с рулоном на раскатном агрегате. За счет этого повышается производительность на 10-15%.
Отсутствие такой трубы, которая должна иметь габариты и вес больше, чем рулон- заготовка, размещаемый в ней, позволит использовать как минимум вдвое менее мощное крановое оборудование, а также раскатное устройство меньщих размеров и мощности, т. е. уменьшить потребные производственные площади, металлоемкость оборудования и расход электроэнергии, что снижает себестоимость продукции на 15-20%. Формула изобретения
Способ получения рулонированной металлической полосы, включающий смотку полосовой заготовки в рулон, размещение рулона между деформирующими органами и раскатку его последними, отвечающийся тем. что, с целью иовьинения производительности при раскатке пжрокой полосы из более узкой полосовой заготовки, рулон размещаю на . leiiio, расно.юж ., i iii на неИОДВНЖНО опоре с В()ГНу1 Л ;, r.DMcii Пч
верхностыо, и раскат1.1ва1)т его ;, - ; jia6ii чим ва.чком и ленгой, ()дновр1- ;г :. ;::м1ну дите.чьнс) неремен1ая . кмггу.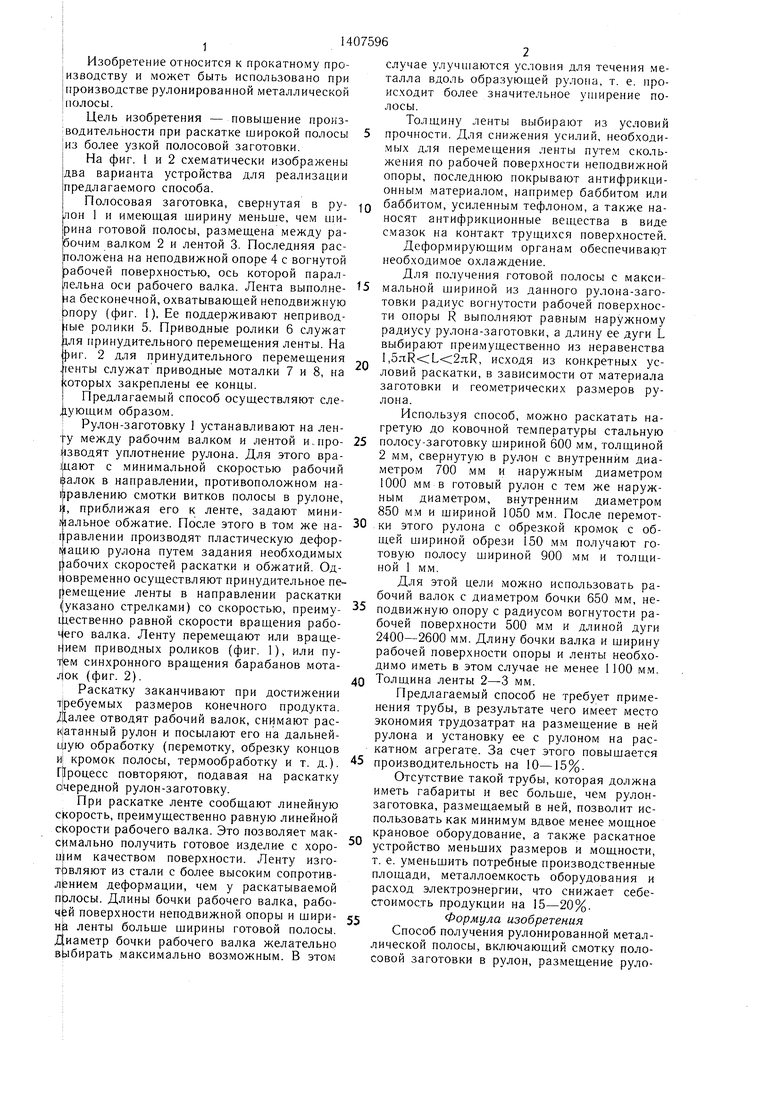
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения рулонированной металлической полосы | 1982 |
|
SU1015937A1 |
| Способ получения широкой ленты | 1979 |
|
SU825226A1 |
| Способ получения рулонированнойМЕТАлличЕСКОй лЕНТы | 1979 |
|
SU818677A1 |
| Способ горячей прокатки металлической полосы | 1991 |
|
SU1809786A3 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для горячей прокатки металлической полосы | 1991 |
|
SU1809785A3 |
| Устройство для раскатки кольцевых деталей | 1987 |
|
SU1480943A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| "Способ раскатки широких металлических обечаек и бандажей "Крюкан" | 1989 |
|
SU1738447A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2351414C1 |
Изобретение относится к области прокатного производства и может быть использовано при производстве рулонированной металлической полосы. Цель изобретения - повышение производительности при раскатке широкой полосы из более узкой полосовой заготовки. Полосовую заготовку, свернутую в рулон и имеюш,ую ширину меньше, чем ширина готовой полосы, деформируют между рабочим валком и лентой. Последняя расположена на неподвижной опоре с вогнутой рабочей поверхностью, ось которой параллельна оси рабочего валка. Такая с.хема позволяет интенсифицировать процесс обжа- гия рулона. 2 и/к
(. f
| Способ получения тонких металлических листов | 1972 |
|
SU440167A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения рулонированной металлической полосы | 1982 |
|
SU1015937A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
