8
Јь
оо
Изобретение относится к области сварки и может быть использовано при стыковой сварке давлением.
Цель изобретения - повышение точности центрирования заготовок и упрощение конструкции машины.
Способ центрирования заготовок осуществляют на стыковой машине для сварки давлением.
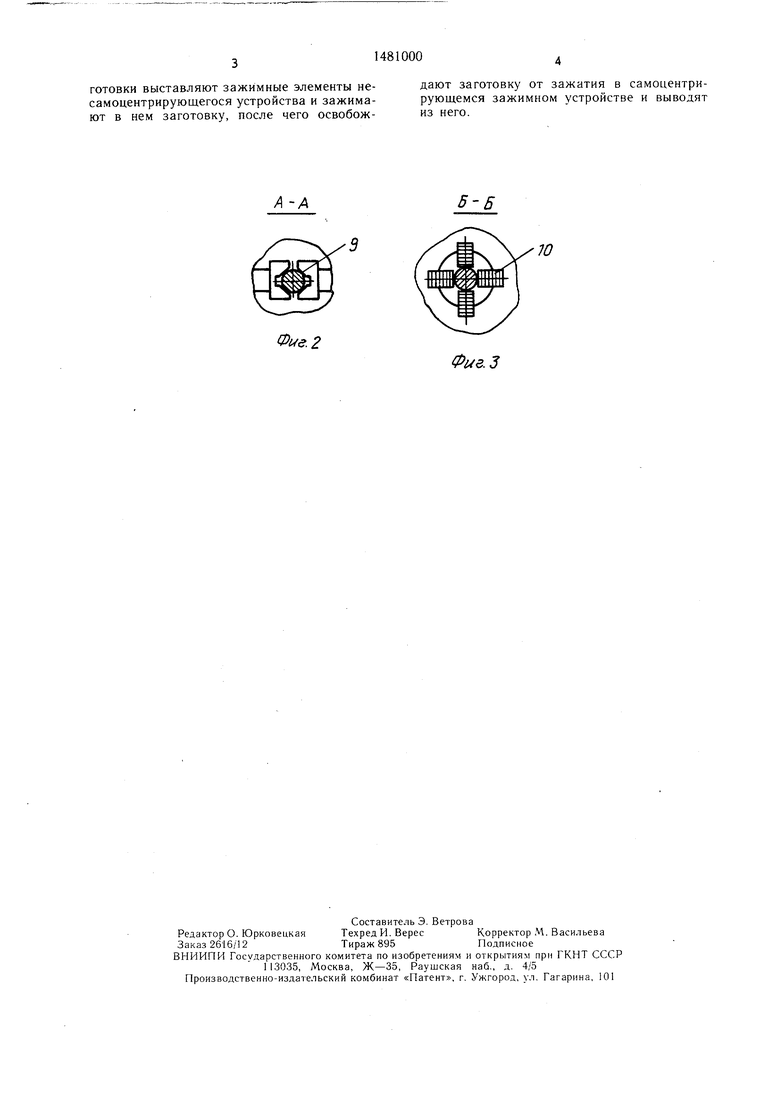
На фиг. 1 изображена схема машины для сварки, давлением; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Машина для сварки давлением содержит неподвижные колонны 1 и 2, смонтированные на корпусе 3, подвижную колонну 4 с левым самоцентрирующимся зажимным устройством 5 для заготовки, установленную на связанных с неподвижными колоннами направляющих 6, и привод 7 осевого сжатия. На неподвижной колонне 2 установлено правое зажимное устройство 8 для заготовки. Левое зажимное устройство 5 (тиски) имеет два зажимных элемента 9 с системой синхронизации сведения, обеспечивающей самоцентрирование зажимного устройства 5. Несамоцентрирующее зажимное устройство 8 выполнено в виде кулачков 10 с независимым приводом перемещения. В зависимости от формы свариваемых деталей конструкции зажимных устройств могут видоизменяться, а сами они могут быть установлены на взаимно противоположных колоннах.
Процесс центрирования свариваемых заготовок происходит в следующей последовательности.
В исходном положении оба зажимных устройства 5 и 8 разжаты, а подвижная колонна 4 отведена влево. Одна из свариваемых заготовок зажимается в зажимном устройстве 5, которое однозначно определяет ее положение в пространстве.
С помощью привода 7 перемещения подвижную колонну 4 с зажатой заготовки не войдет в зажимное устройство 8, установленное на колонне 2. После этого кулачки 10 зажимного устройства 8 под малым усилием обжимают эту же заготовку с сохранением ее пространственного положения, обусловленным зажатием этой заготовки относительно зажимного устройства 5.
В случае, если кулачки 10 имеют независимый гидравлический привод перемещения, то обжатие ими детали производят вначале малым давлением, чтобы не нарушить пространственное положение зажатой заготовки, а когда уже все кулачки 10 соприкоснутся с деталью, подается давление, необходимое для расчетного усилия зажатия детали.
После зажатия заготовки в зажимном устройстве 8 она разжимается из зажимного устройства 5, которое приводом 7 перемещения отводится влево. В зажимное
0
устройство 5 устанавливают вторую свариваемую заготовку.
Поскольку зажимное устройство 5 однозначно задает положение в пространстве
зажатой в нем заготовки, а зажимное устройство 8 сохраняет первоначальное положение зажатой в нем второй заготовки, обусловленное ее зажатием в зажимном устройстве 5, то свариваемые заготовки
Q являются отцентрированными между собой. Далее приводом 7 перемещают подвижную колонну 4 вправо до соприкосновения соединяемых поверхностей заготовок и производят сварку.
Проводят лабораторное опробирование
5 способа центрирования цилиндрических заготовок диаметром 20-57 мм и деталей шестигранного профиля с размером под ключ S27, S36 и S50 с применением в качестве зажимного устройства с независимым приводом зажимных элементов четырехкулачкового патрона с независимым приводом перемещения кулачков. В результате для опробованных деталей после их центрирования несовмещение свариваемых поверхностей не превышает 0,1 мм, что
5 обычно допустимо при таких размерах заготовок для получения качественного сварного соединения.
Предлагаемый способ центрирования не требует сложного сварочного оборудования, что по сравнению с известным оборудова0 нием уменьшает трудоемкость на 8-20%, обеспечивает достаточно высокую точность центрирования для получения качественного сварного соединения. При этом значительно упрощен технологический процесс центрирования, поскольку он происходит автома5 тически при зажатии соединяемых заготовок.
Кроме того, предлагаемый способ центрирования свариваемых заготовок обеспечивает высокую производительность труда как
Q при крупно- так и малосерийном и единичном производствах, поскольку не требуется дополнительная корректировка соосности при зажатии других деталей с отличающимися размерами профиля. Это преимущество дает возможность в среднем повысить произ5 водительность труда на 13-15%.
Формула изобретения Способ центрирования заготовок в стыковых машинах для сварки давлением, заключающийся в установке и зажатии двух
0 заготовок в самоцентрирующееся и несамоцентрирующееся зажимные устройства, отличающийся тем, что, с целью превышения точности центрирования заготовок и упрощения конструкции машины, перед установкой одной из заготовок в несамоцентри5 рующееся зажимное устройство ее положение в пространстве задают путем зажатия в самоцентрирующемся зажимном устройстве, затем по боковой поверхности заготовки выставляют зажимные элементы несамоцентрирующегося устройства и зажимают в нем заготовку, после чего освобождают заготовку от зажатия в самоцентрирующемся зажимном устройстве и выводят из него.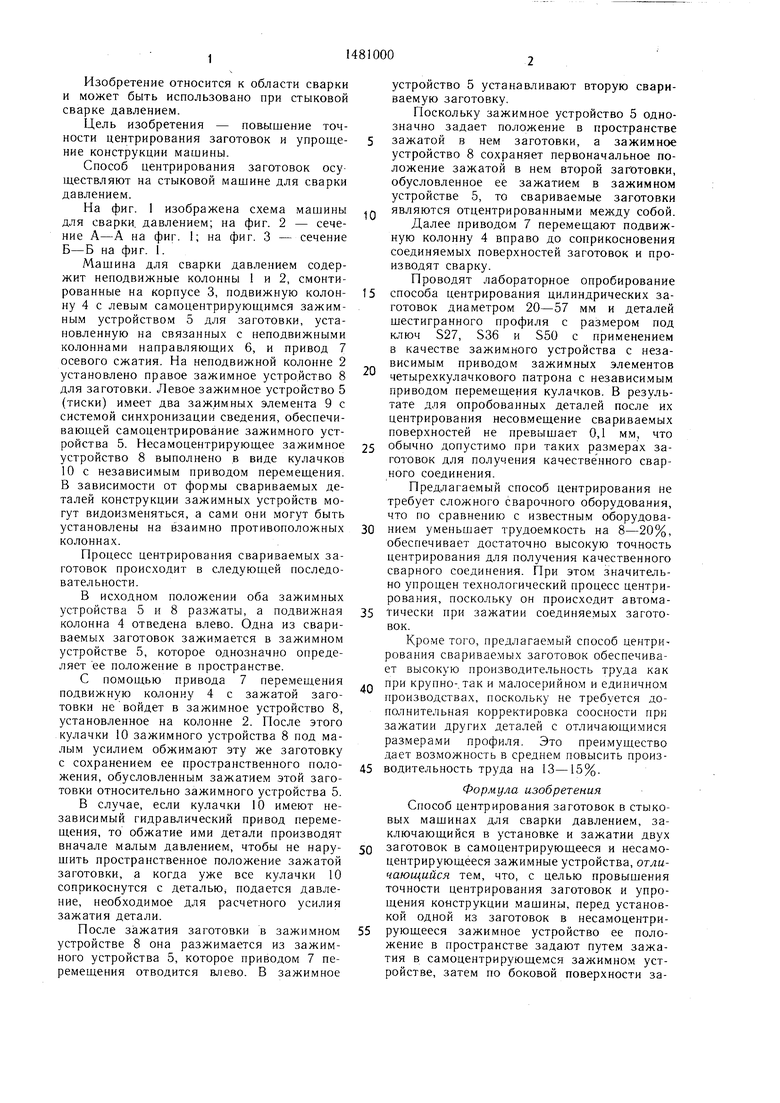
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Способ установки ступенчатого вала в механизированное приспособление станка | 2023 |
|
RU2811773C1 |
| Зажимное устройство контактной стыкосварочной машины | 1990 |
|
SU1818182A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Зажимное устройство машин для сварки трением | 1989 |
|
SU1668078A1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU745618A1 |
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU200048A1 |
Изобретение относится к сварке и может быть использовано при стыковой сварке давлением. Цель изобретения - повышение точности центрирования заготовки и упрощение конструкции машины. Одну из свариваемых заготовок устанавливают в самоцентрирующемся зажимном устройстве 5, которое задает ее положение в пространстве. По боковой поверхности заготовки выставляют зажимные элементы несамоцентрирующегося устройства 8 и зажимают в нем заготовку. Освобождают заготовку от зажатия в зажимном устройстве 5, которое приводом перемещения отводится влево. В освободившееся зажимное устройство 5 устанавливают вторую свариваемую заготовку. 3 ил.
А-А
Фие.2
б-Б
Ю
ШШГЯФЫНИИ .Л.П
Фиг.З
| Тишура В | |||
| И., Галян В | |||
| А | |||
| Применение центрирующих механизмов в машинах для контактной стыковой сварки | |||
| - Автоматическая сварка, 1973, № 4, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
