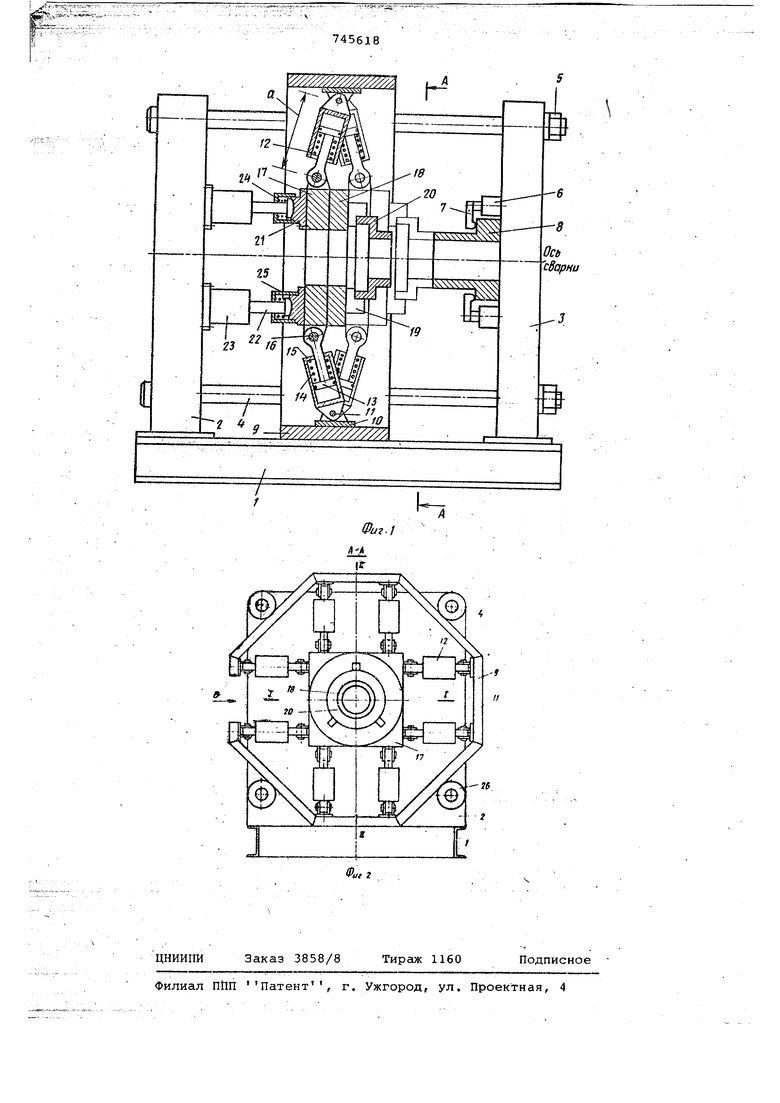
Изобретение относится к сварочной технике, а именно к оборудованию для контактной стыковой сварки оплавлением, преимущественно заготовок из. стального проката. Известна машина для контактной стыковой сварки, содержащая станину, неподвижную колонну и подвижную колонну установленную с возможностью перемещения относительно станины по направляющим, выполненным в ней 1. Недостатком этой машины является значительная нагрузка на направляющие, что увеличивает их габариты и ускоряет износ. В последнее время большое распространение получили стыкосварочные ма шины, у которых подвижная колонна шарнирно закреплена относительно неподвижной колонны и в процессе оплав ления и осадки перемещается по радиусу 2 . Простота конструкции и высокая степень надежности шарнирного соединения особенно эффективны при исполь зовании этих машин для сварки импульсным оплавлением. Однако подобная конструкция сваро ных машин имеет и недостатки, сокращающие область их применения. В ряде случаев эти машины не могут с требуемой точностью сваривать прямолинейные заготовки из-за того, сближение заготовок в процессе оплавления и осадки происходит по радиусу. Кроме того, сложна установка этих машин в поточно-механизированные линии В связи с тем, что загрузка в исходном положении происходит при отклонении подвижной колонны от вертикального, положения, а осадка заканчивается при положении подвижной колонны, близком к вертикальному. Заготовкиj транспортируемые к машине по рольгангу, практически не могут быть механизированно установлены на позицию сварки, так как положение подвижной колонны меняется с изменением установочного вылета, а междУ направлением рольганга и базой зажимных губок подвижной колонны образуется некоторый переменный угол,, Кроме того, необходимый в данном случае при загрузке отрыв заготовки от рольганга и ее консольное крепление в губках обуславливают интенсивный износ последних. Известна также машина для контактной стыковой сварки, содержащая станину, неподвижную колонну, кинемагически связанную со станиной под вижную колонну и привод оплавлШйя и осадки, выполненный в виде соединенных с системой питания силовых Цилиндров, штоки которых установлены с возможностью взаимодействия с подвижной колонной 3, Наряду с сохранением плоскр-па раэтеёл Шго движения заготоёкй Iftpifi сварке машина обладает и существенными недостатками. Главным недостат ком этого устройства является значи тельное усложнение конструкции за счет введения в гидросистему допол нитёльного упраЁлягощего гидрослёдящего золотника, цилиндра привода ры чагов, связанных с эксцентричнь1ми валами, на которые опирается подвижная ксхлонна. Кроме того, при сва ке импульсным оплавлением возможен отказ гидроследящей системы регулировки положения подвижной колонны за счет инерционности пр|йвьда; ст точной чувствительности гидросле дящего золотника. Усйожняется также схема управления, повышается стоимость машины и -снижается, ее надеж ff GTibT - - - - --- Целью изобретения является упрощение конструкции и схемы управлени за счет сокращения числа гидромеханизмов . Цель достигается тем, что кинема тйчейкая связь подвижной колонны со станиной выполнена в виде равномерно размещённых по периметру колонны одноподвижных звеньев, компенсирующих отклонения положения подвижной колон ны, причем эти звенья выполнены в виде цилиндров, корпуса которых шарнирно соединены со станиной, а штоки е подвш(:н6й колонной, причемпЪрйни цилийдров подпружинены относительно /корпуса-. В случае осуществления импульсного оплавления цилиндры одноподвижных звеньев кинематической связи соединены с сиртемой питания, а штоки цилиндров оплавления и ocaдkи подпружинены относительно подвижной колонны. : : -. . : . Сущность изобретения поясняется чертежами, где на фиг. 1 показана машина для контактной стыковой сварки; на фиг. 2 - то же, сечение А-А. Машина для контактной стыковой (fMpKH состоит из стайины 1 (Фиг. 1) нэ которой закреплены колонны 2 и 3 соединенные неподвижными валалш 4 с г|1ЙкаМй 5.На колонне 3 с помощью механизма зажатия 6 прижимами f закрепляется одна из сва1ривй.емых деталей 8, На станине 1 смонтировайа промежуточная опора 9, на которой на крон штейнах 10Сп:бм6щью осей 11 закреплены о д н опо дв ижнйе зв е н ь я, к си рующие поперечные отклонения Пбдвйж84ной колонны, состоящие из полого кор пуса 12, в котором расположены поршни со штоками 13, подпружиненные пружинами 14, натяжение которых регулируется резьбовыми крышками 15, Штоки поршней снабжены в свою очередь шарнирами, оси 16 которых проходят через проушины подвижной колонны 17, снабженной зажимным механизмом 18 с кулачками 19, в которых закреплена вторая свариваемая деталь 20. Число пар компенсационных звеньев и их взаиморасположение (фиг. 2) вы- бираются из расчета осуществления боковой загрузки свариваемых изделий в направлении стрелки Б (для машин проходного типа достаточно было бы всего три звена, расположенных под углом 120°), выбираются с таким расчетом, чтобы исключить возможность перемещения подвижной плиты 17 в направлениях, перпендикулярных направлению осадки. Количество этих звеньев определяется также из условий . обеспечения требуемой жесткости кбн-f струкции. С противоположной стороны на подвижной колонне 17 расположены упоры 21,, в которые упираются штоки 22 гидроцилиндров 23 оплавления и осадки, установленных на, колонне 2. Штоки 22 подпружинены к упорам 21 пружинами 24. Нат,яжение пружины регулируется крышками 25, закрепляемыми на упорах 21. Для увеличения жесткости конструкции к опоре 9 приварены втулки 26, через. которь1е пропущены валы 4. Машина работает следующим образом. После зажатия свариваемых изделий 8 и 20 включаются гидроцилиндры 23 оплавления и осадки, которые перемещают подвижную колонну по заданной программе в режиме непрерывного либо импульсного оплавления. Подвижная колонна будет перемещаться только прямолинейно вдоль оси сварки и расстояние от ее центра до шарниров с осями 11, измеренное перпендикулярно направлению осадки будет неизменным. Размер при этом будет изменяться, пружина 14 будет либо распрямляться, либо сжиматься, йскличая люфты в сочленениях шарнирного звена. Каждая пара компенсационных звеньев, расположенная, напримзр, по оси I-I (фиг. 2), препятствует возможному смещению подвижной колонны 17 вдоль вертикальной оси 11-11 и наоборот (это условие может быть обеспечено и при расположении механизмов под углом 120 один к другому для машин проходного типа). Такая кинематика исключает необходимость в синхронизирующих элементах , поскольку их роль выполняют сами компенсационйые звенья, установленные
один относительно другого, как ранее. Точность перемещения подвижной колон«ы зависит от точности изготовления элементов шарнирных звеньев. Для регулировки исходного положения колонна и компенсации возможных ошибок, допущенных при изготолении, достаточно, HSrt&TiMep, оси шарниров И выполнить эксцентричными с фиксацией в заданном положении/ либо ввести на штоках 13 резьбовой регулируемый элемент. На чертеже не изображены источники питания, смонтированные либо на опоре 9, либо на колонне 3.
При использовании машины для сварки импульсным оплавлением элементы шарнирных звеньев могут быть использованы как приводы виброоплавления. При этом путем впрыска и слива определенных порций масла в полости, ограниченные полыми корпусами 12 и порнями 13 сообщаются возвратно-поступательные движения подвижной колонне 17. Пружины 24 позволяют колонне 17 с упорами 21 смещаться в сторону колонны 3 при виброоплавлении, отрываясь от штоков 22 гидроцилиндров 23 оплавления и осадки на величину амплитуды вибрации.
При сварке как с импульсным оплавлением, так и без него процесс осадки, выгрузки свариваемых деталей и отвод опорной плиты в исходное положение производятся как в известных машинах.
Такая конструкция сварочной машины позволяет одновременно использовать цилиндры, размещенные rio периметру ПОДВИЖНОЙ колонны, как привод виброоплавления и как синхронизатор перемещения подвижной плиты. Использование этих цилиндров в качестве синхронизаторов перемещения подвижной плиты позволяет отказаться от сложных гидроследящих систем, гидроцилиндров привода,,связанных с эксцентричными валами, упрощает элёктрическуго и гидравлическую схемы сварочной машины. , .
Все это упрощает конструкцию сва{эочных машин, повышает их надежность и позволяет снизить себестоимость оборудования на 20-25% при повышении сроков его службы.
Экономичный монтажподвижной колонны с обеспечением ее прямолинейного движения сооснб рольгангу позволяет механизировать процесс загрузки различных свариваемых длинномерных 5 плетей, благодаря чему повышается
степень автрматйзацйи пЕ)Ьизводствелных йроцёссов.
Формула изобретения
1. Мс1шина для контактной стыковой сварки, содержащая станину, неподвижную колонну, кинематически связанную со станиной подвижную колонну и привод оплавления и осадки, выполненный в виде соединенных с системой пиуания силовых цилиндров, штОки которых установлены с возможностью взаимодействия с подвижной колонной, о т л и.чающаяся тем, что, с целью
упрощения конструкции и управления за счет сокращения числа гидромеханизмов, кинематическая связь подвижной колонны со станиной выполнена в виде равномерно размещённых по периметру колонны одноподвижных звеньев, компенсирующих отклонения положения подвижной колонны.
2.Машина non.l, отличающаяся тем, что одноподвижныё.
звенья кинематической связи выполнены в виде цилиндровркорпуса которых шарнирно соединены со станиной, а. штоки - с пол1вижн6й колонной, причем
поршни цилиндров ПОДПруЖИН15НЫ ОТНОсительно корпуса.
3.Машина по пп. 1и2, отличающаяся тем, что, с целью осуществления импульсного оплавления, цилиндры одноподвижных звеньев кинематической связи соединены с системой питания, а штоки цилиндров опяавлеХия и Ьсадкй подпружинены относительно подвижной колонны.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 256128, кл. В 23 к 11/04, 1968. . 2. Авторское свидетельство СССР . № 263775, кл. В 23 К 11/04, 1968. . 3. Авторское свидетельство СССР W 554971, кл. В 23 К 11/04, 1974.
745618
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1971 |
|
SU401102A1 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
| Машина для контактной стыковой сварки | 1990 |
|
SU1794003A3 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Машина для контактной стыковой сварки | 1991 |
|
SU1816598A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1344544A1 |