1
Известны ycTpoftiCTBa для ЁырезавИя Деталей, например подошвенных, из полосовой резины, содержаодйе вращающийся от привода опорный валоК, взаимодействующий с режущим валком, смонтированным в опорных подшипниках станины.
В известных устройствах вертикальное перемещение опорных подшипников режущего валка из-за кинематической связи подшипников со станиной может осуществляться только в процеосе наладочиых работ, что не обеспечивает длительного срока службы режущего вал1ка1.
В предложенном устройстве для повышения срока службы режущего валка опорные подшипники его выполнены .подвижными в вертикальных направляющих станины.
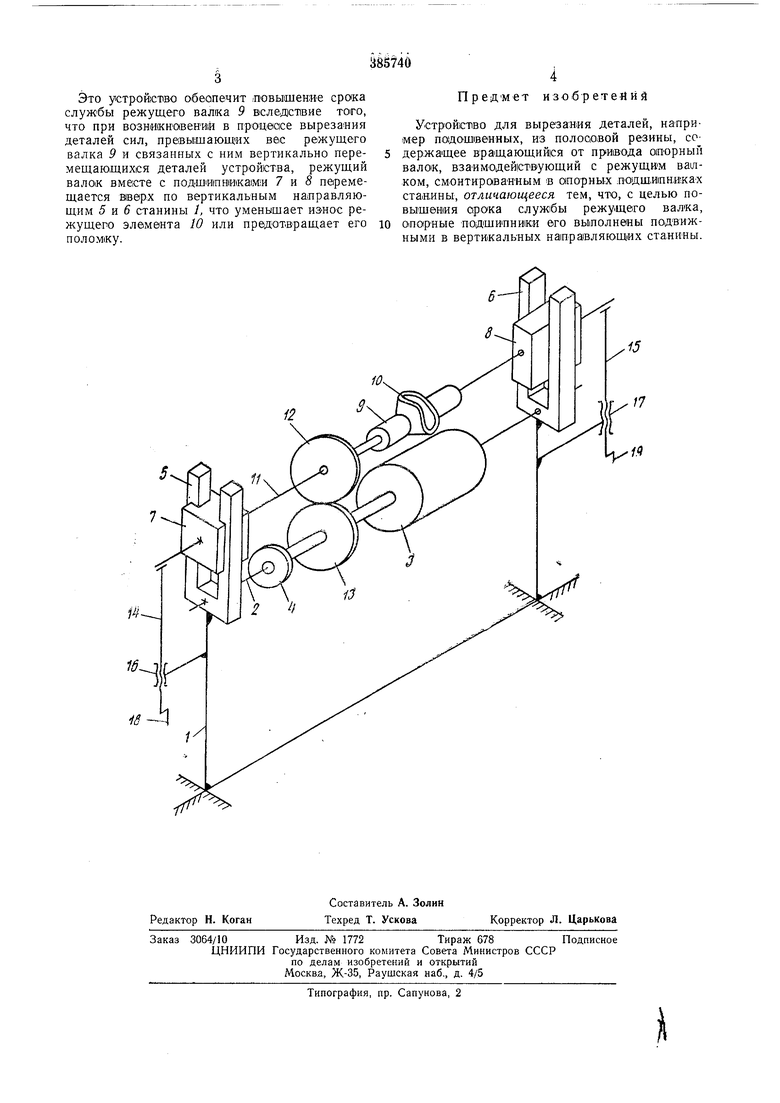
На чертеже изображена принципиальная схема устройства.
На неподвижно закрепленной в станине / оси 2 смонтирован опорный валок 3, приводимый во вращение посредством цепной передачи (на чертеже не показана) при помощи жестко закрепленной на нелМ звездочки 4. Со станиной / жестко связаны вертикальные направляющие 5 п 6, в которых размещены опорные подщЙ1Пники 7 и 8 режущего валка 9. Опорные ПОДЩИ1ПНИКИ 7 и 8 выполнены подвижными в вертикальных направляющих 5 и 6 станины /. Перемещение опорных подшипников 7 и 5 в вертикальном направлений осуществляется за счет силы тяжести или сил, возникающих при вырезании деталей из полосовой резины.
Режущий валок 9 с режущим элементом 10 смонтирован на оси 11 и приводится во вращение с помощью закрепленной на нем щестерни 12, получающей движение от жестко связанной с опорным валком 3 щестерни
13. Ось 11 неподвижно смонтирована в олорных подщиюниках 7 и 5 и с ее концами, выходящими наружу 3ai опорные подщипники 7 и 8, взаимодер 1|ствуют винты 14 и 15, служащие для подъема режущего валка 9 с целью
выемки его вместе с опорными подшипниками 7 и S из вертикальных натравляющих 5 и 6 при необход|Имости замены режущего валка 9. Для поворота винтов 14 и 15 в неподвижно смонтированных на станине / гайках
16 и 17 служат рукояжи 18 и 19.
Работа устройства осуществляется следующим образом.
Резиновая лента (на чертеже не показана) Поступает из каландра на опорный валок 3.
Режущий валок 9 силой тяжести прижат к ОПорному валку 3. Опорный валок 3 вращается, вращая посредство1М щестерен 12 и 13 режущий валок 9, режущий элемент 10 которого при этом прорезает резиновую ленту, вырезан деталь, например подощву. Это устройство обеспечит .повышение срока службы режущего валка 9 вследствие того, что при возникновений в процеасе вырезаиия деталей сил, превышающих вес режущего валка 9 и связанных с ним вертикально перемещающихся деталей устройства, режущий валок вместе с поДШ1И1пн1Ика1М;и 7 и 8 перемещается вверх по вертикальным направляющим 5 и б станины /, что уменьшает износ режущего элемента 10 или предотвращает его поломку.
Х 4 Предмет изобретений Устройство для вырезания деталей, напри1мер подощщенных, из полооо-вой резины, содержащее вращающийся от привода оторный валок, взаимодействующий с режущим вашком, смонтированным в опорных лодш ионака х станины, отличающееся тем, что, с целью новыщееия срока служ1бы режущего валка, опорные подшипники его вы1полне1ны подвижными в верти кальных на1пра1вляющих станины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть кварто | 1985 |
|
SU1315055A1 |
| Автомат для измельчения лент термореактивных прессматериалов | 1962 |
|
SU649461A1 |
| Устройство для перфорирования листового неметаллического материала и вырубки деталей | 1979 |
|
SU935264A1 |
| ИСТИРАЮЩАЯ МЕЛЬНИЦА ДЛЯ ИЗМЕЛЬЧЕНИЯ ХРУПКОГО МАТЕРИАЛА | 2011 |
|
RU2573553C2 |
| Устройство для вырубки деталей из полосового материала | 1980 |
|
SU869915A1 |
| ПРЯМОЙ ПРИВОД ДЛЯ РОЛИКОВ, ВАЛКОВ И ЛЕБЕДОК В ЧЕРНОЙ И ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2018 |
|
RU2741604C1 |
| УСТРОЙСТВО ДЛЯ НАМАЗКИ АККУМУЛЯТОРНЫХ ПЛАСТИН | 1992 |
|
RU2006105C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Машина для измельчения покрышек | 1977 |
|
SU937226A2 |
| Опора прокатного валка | 1984 |
|
SU1186301A2 |
