Изобретение относится к литейному производству и может быть использовано для получения отливок в неподатливых формах о
Цель изобретения - упрощение процесса изготовления отливок, повышение их качества, снижение расхода металла.
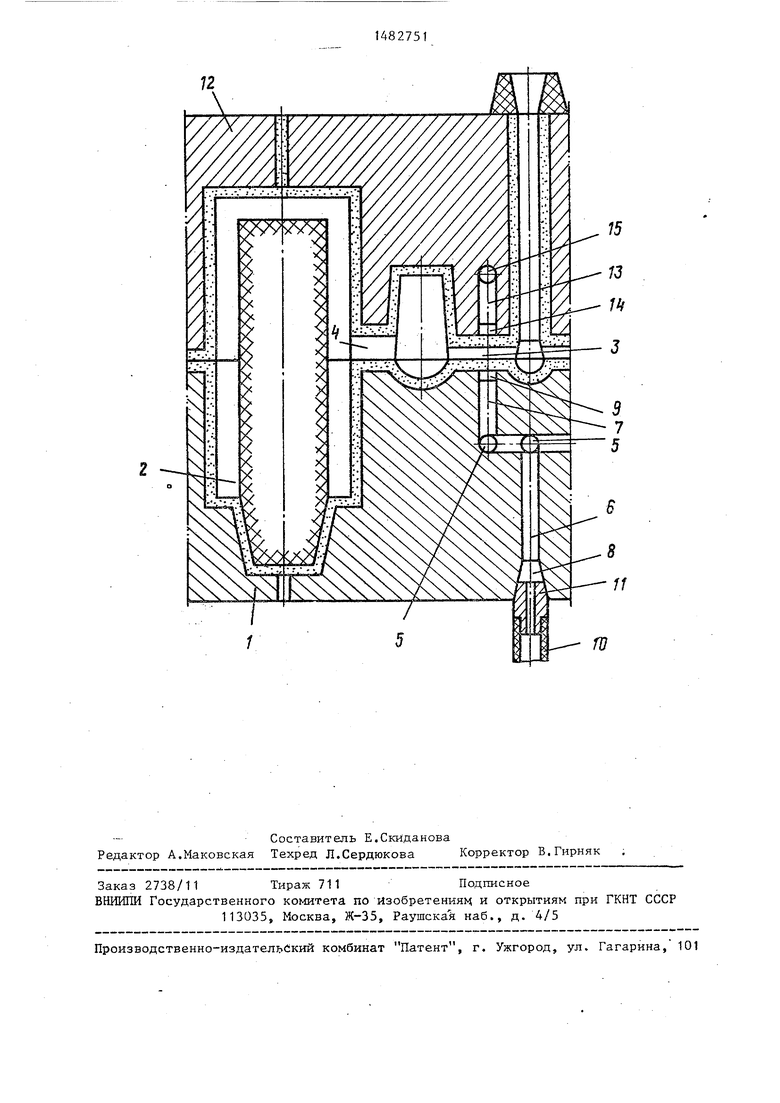
На чертеже показана схема осуществления способа.
В нижней полуформе 1 выполнены рабочая полость 2, питатели 3, 4 и система канатов 5 -7,которая оканчивается гнездом 8. Вертикальный канал 7 располагается напротив питателя 3 и со стороны разъема формы заглушен винтами 9. К гнезду 8 может подходить воздухопровод 10, который заканчивается соплон 11. Из воздухопровода 10 через сопло 11 в систему каналов 5-7 в определенный момент подается охлаждающая среда, например сжатый воздух от цеховой магистрали. Давление воздуха, поступающего для обдувки питателей, можно регулировать за счет установки в воздухопроводе 10 редуктора. Для увеличения герметичности стыка поверхности гнезда 8 и сопла 11 выполнены по сфере.
В верхней полуформе 12 напротив питателей 3 выполнены вертикальные каналы 13, заглушенные со стороны разъема винтами 14. Каналы 13 объединены горизонтальным коллектором 15, имеющим выход в атмосферу.
Способ осуществляют следующим образом.
После заполнения полости формы 2 металлом через питатели 3, 4 в течение определенного времени проис Ј
00
ю 1 ел
10
15
ходит компенсация усадки отливки в жидком состоянии за счет металла литниковой системы, так как ее каналы сильно прогреты металлом во время заливки и поэтому металл в них долго не затвердевает.
В момент достижения отливкой температуры начала кристаллизации, когда в ней завершилась усадка в жидком состоянии, она отсекается от каналов литниковой системы, чтобы в процес™ се кристаллизации не допустить перетекания металла из отливки в литниковую систему, которое происходит под действием давления, развившегося в металле отливки вследствие выделения графита в период эвтектической кристаллизации или под действием внешнего давления, приложенного к ме- 20 таллу в форме. Это достигается тем, Что при перемещении формы по.конвейеру в расчетном месте к гнезду 8 подводится воздухопровод 10, имеющий на конце сопло 11. Через систему каналов 5, 6, 7, 13, 15 и винты 9 и 14 происходит обдув питателей сжатым воздухом в течение времени, необходимого для их затвердевания.С этого момента отливка оказывается отсеченной от литниковой системы, поэтому внешнее давление, приложенное к металлу, или расширение чугуна, происходящее под действием выделяющегося графита, способствует самоуплотнению металла отливки Жесткая, неподатливая форма усиливает этот эффект.
Способ, позволяет увеличить технологический выход годного на 7% и в
25
30
35
10
15
2027514
2-2,5 раза снизить брак изделий по усадочной пористости. Способ позволяет существенно упростить технологию, так как не содержит дополнительных элементов в конструкции литниковой системы, не требует наличия оснастки и изготовления огнеупорных шариков и гнезд для них (стержней), а также установки их в форму. Резко возрастает надежность технологии, в несколько раз уменьшаются потери от брака отливок по усадочным дефектам, гарантируется высокая надежность получаемых изделий за счет высокой плотности металла, значительно возрастает технологический выход годного.
Формула изобретения
Способ получения отливок, включающий заливку металла в неподатливую форму через литниковую систему, перекрытие обратного поступления металла из рабочей полости через питатели в литниковую систему с последующей кристаллизацией залитого металла и охлаждением, отличающийся тем, что, с целью упрощения процесса изготовления отливок, повышения их качества и снижения расхода металла, перекрытие обратного поступления металла производят в момент начала кристаллизации металла в рабочей полости принудительным охлаждением питателей со скоростью, превышающей скорость кристаллизации отливки в 2-3,5 раза.
12
15
ГО
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |
Изобретение относится к литейному производству и может быть использовано для получения отливок в неподатливых формах. Цель изобретения - упрощение процесса изготовления, повышение качества отливок и снижение расхода металла. Металл заливают в неподатливую литейную форму через литниковую систему и в момент начала кристаллизации металла в рабочей полости перекрывают обратное поступление металла из нее путем принудительного охлаждения питателей со скоростью, превышающей скорость кристаллизации отливки в 2-3,5 раза. Способ позволяет сократить расход металла на отливку на 7-10%, уменьшить потери от брака по усадочным порам в 2-2,5 раза. 1 ил.
| Способ получения отливок | 1976 |
|
SU582906A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литниковая система | 1984 |
|
SU1207621A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
