Изобретение относится к порошковой металлургии, в частности к приспособлениям для спекания изделий из порошковых твердых сплавов.
Цель изобретения - расширение технологических возможностей за счет обеспечения спекания секций пуансонов для вырубки перфораций.
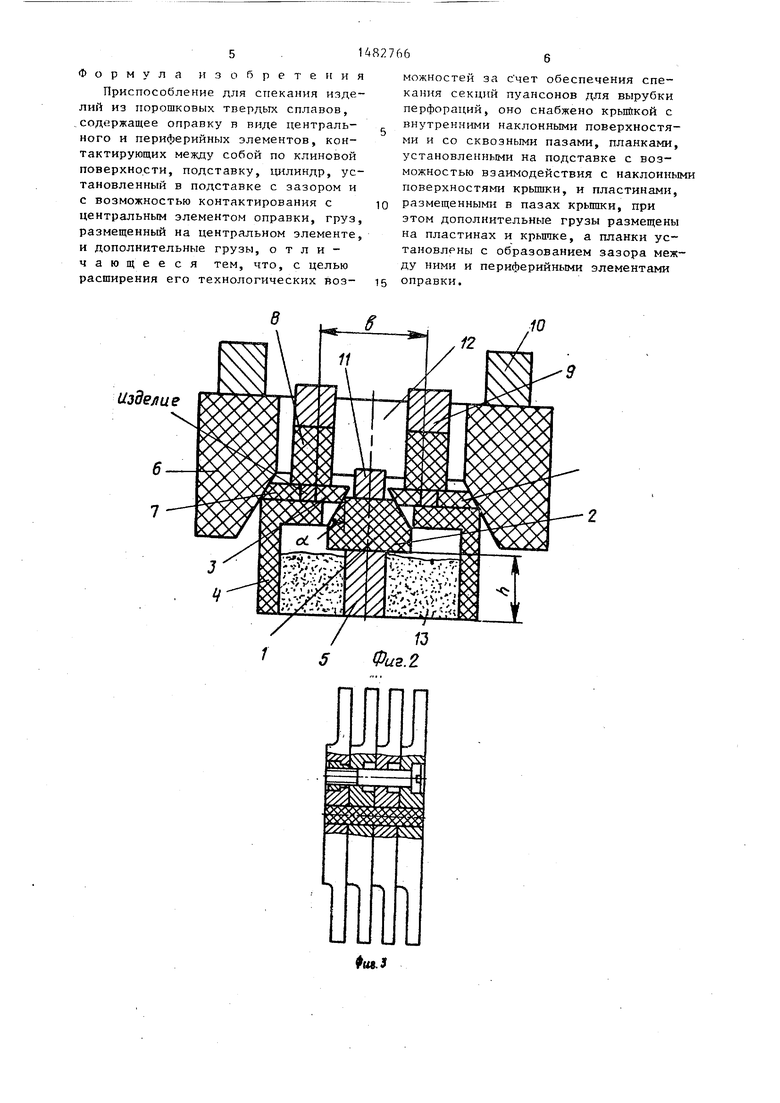
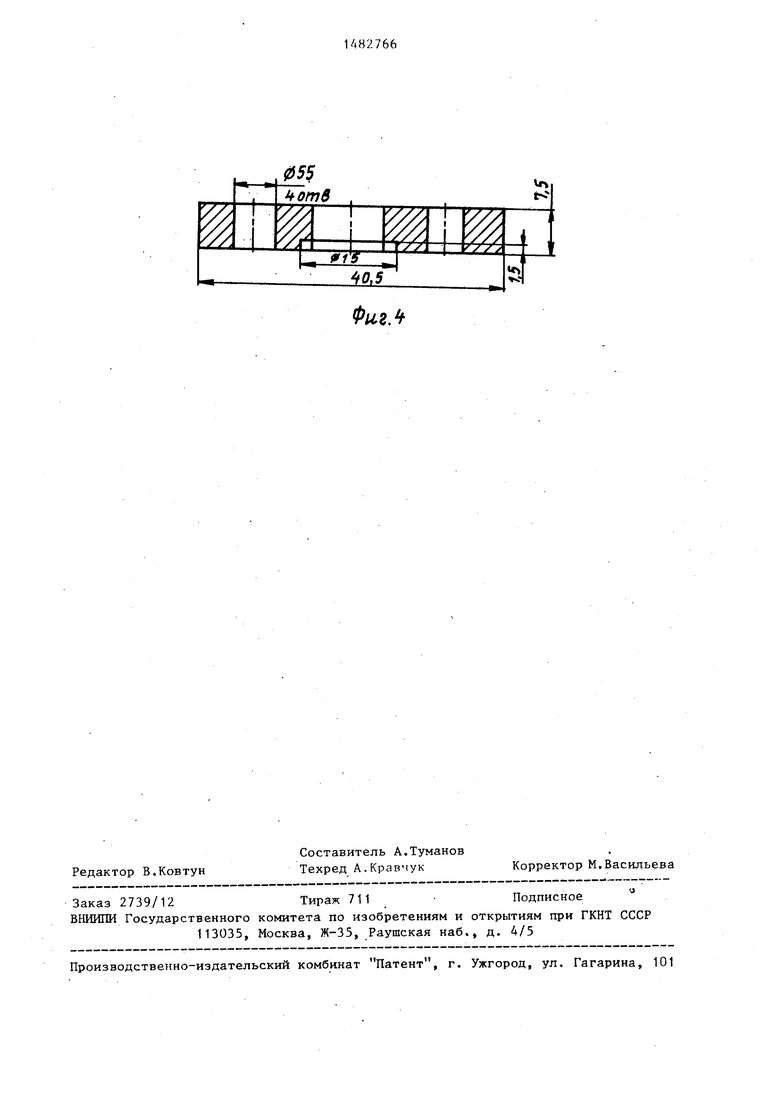
На фиг.1 изображено приспособление в исходном положении; на фиг.2 - то же, после проведения спекания; на фиг.З - пуансон штампа для вырубки перфораций; на фиг.4 - секция этого пуансона,
Приспособление состоит из оправки 1, содержащей центральный клин 2 и прилегающие к нему периферийные элементы 3, подставки 4, цилиндра 5, верхнее основание которого контакти- рует с нижним основанием клина 2, крышки 6, планок 7, пластин 8, центрального 9 и дополнительных грузов 10 и 11. Клин 2 выполнен трапециевидным, а периферийные элементы 3 - в виде призмы со скосами, прилегающими к клину. Цилиндр 5 выполнен из того же материала, что и спекаемое изделие, и имеет соответствующую ему относительную плотность . Его высота Н определяется из соотношения „L.
5
2-tgc(Vp где b - расстояние между рабочими
элементами спеченной заготов- ки секции пуансона;
d - угол клина;
р - относительная плотность. Крышка 6 выполнена с внутренними наклонными поверхностями, контакти- рующими с соответствующими им поверхностями планок 7, расположенных на подставке 4. В крышке 6 выполнены сквозные пазы 12, в которых расположены пластины 8 с грузами 10. Все элементы приспособления, кроме грузов, выполнены из графита или специальной керамики. Грузы выполнены из спеченного твердого сплава. Зазор между цилиндром 5 и подставкой 4 за- полней засыпкой 13, необходимой для того, чтобы усадка цилиндра 5 в процессе спекания происходила более равномерно.
Приспособление работает следующим образом.
Спрессованную заготовку размещают на подставке 4 и собирают приспособление таким образом, как показано на
фиг.1. После этого всю сборку загружают в печь. При 1000°С начинается одновременная усадка спресованной заготовки и цилиндра 5. При уменьшении высоты цилиндра 5 трапециевидный клин 2 справки 1 под действием центрального груза 9 опускается. В результате этого между клином и периферийными элементами 3 появляется зазор, который сразу же ликвидируетс за счет перемещения элементов 3 по подставке 4 в горизонтальном направлении. Это перемещение происходит за счет сил сжатия, возникающих при усадке спекаемой заготовки. При усадке заготовки зазор уже возникает между спекаемой заготовкой и планками 7. Он тоже сразу же ликвидируется за счет перемещения планок 7 по подставке 4 в горизонтальном направлении. Это перемещение происходит в результате скольжения по наклонным поверхностям планок 7 крышки 6 с грузами 11. Так как соблюдается соотношение, рабочие элементы спекаемой заготовки находятся в постоянном контакте с периферийными элементами 3 оправки 1 и планками 7. Это позволяе предотвратить коробление рабочих элементов заготовки в горизонтальном направлении. Коробление в вертикальном направлении предотвращается за счет нагружения заготовки пластинками 8 с грузами 10. I
Пример. Для спекания заготовки секций пуансонов, используемых в штампах для вырубки перфораций кино- и фотопленках, было использовано предлагаемое приспособление. Заданные размеры спеченной заготовки приведены на фиг.4. Ее материалом служи твердый сплав ВК-15. Относительная плотность спрессованной заготовки составляла 60%. Угол клина Нравен 30°. Засыпкой служил мелкий корракс. Высота цилиндра, выполненного также из твердого сплава и подпирающего центральную часть оправки, определяемая из соотношения, составляла 30,9 мм. Площадь его основания 1 см2 Спеченные в приспособлении заготовки имели незначительные искажения формы (в пределах припусков на механическую обработку 0,2-0,3 мм).
Предлагаемое приспособление обеспечивает возможность изготовления качественных секций пуансонов для вырубки перфораций.
изделие
Фм.Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для спекания изделий из порошковых материалов | 1988 |
|
SU1555056A1 |
| Приспособление для спекания длинномерных тонкостенных изделий из порошковых материалов | 1985 |
|
SU1271656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2336973C2 |
| Устройство для спекания изделий из порошка | 1983 |
|
SU1082564A1 |
| Способ изготовления металлокерамических изделий | 1972 |
|
SU442895A1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| ВС?^СОЮЗНАЯ I Ш-'54'''4Г! •• ••' Ufv-t- • itf-b -iliitU" ;ьJiii',, -, 1^Щ: | 1973 |
|
SU373090A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| Устройство для спекания изделий из порошка | 1981 |
|
SU984680A1 |
Изобретение относится к порошковой металлургии, в частности к приспособлениям для спекания сложнопрофильных фасонных изделий из порошковых твердых сплавов. Целью изобретения является расширение технологических возможностей приспособления за счет обеспечения спекания секций пуансонов для вырубки перфораций. При спекании происходит одновременная усадка спресованной заготовки и цилиндра 5, под действием центрального груза 9 опускается трапециевидный клин 2, призматические периферийные элементы 3 и планки 7 перемещаются к центру по подставке 4 в горизонтальном направлении за счет скольжения по наклонным поверхностям планок 7 крышки 6 с грузами 11. Коробление заготовки в горизонтальном и вертикальном направлениях предотвращается соотвественно за счет постоянного контакта заготовки с элементами 3 и планками 7 и за счет ее нагружения пластинами 8 с дополнительными грузами 10. Обеспечивается возможность изготовления качественных секций пуансонов для вырубки перфораций. 4 ил.
