1
,(61) 1298095
(21)4335971/31-05
(22)02.12.87
(46) 30.05.89. Бюл. № 20
(71)Коммунарский горно-металлурги- ческий институт
(72)Е.Х.Завгородний, В.И.Кузьменко, Т.Н.Бородина и А.В.Переселков
(53)678.6:621.852(088.8)
(56) Авторское свидетельство СССР № 1298095, кл. В 29 D 29/06, В 29 С 37/00, 1985.
(54)СТАНОК ДЛЯ РАЗДЕЛКИ СТЫКОВ ТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ
л,
(57) Изобретение относится к области изготовления конвейерных лент и может быть использовано для подготовки концов тканевых лент для стыковки. Цель - расширение технологических возможностей и повышение качества разделки. Для этого направляющие, на которых установлен с возможностью перемещения стол для размещения лент, выполнены со ступенями. В данном станке возможна обработка обеих кромок конца ленты. При разделке ступенчато-клиновых стыков исключается подрезание каркаса ленты в момент врезания фрезы. 6 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для разделки стыков тканевых конвейерных лент | 1985 |
|
SU1298095A1 |
| СТЫК РЕЗИНОТРОСОВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1991 |
|
RU2009091C1 |
| Устройство для разделки конвейерных лент под стыковку | 1983 |
|
SU1141010A1 |
| Устройство для разделки концов конвейерных лент | 1990 |
|
SU1713831A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| СПОСОБ МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ РЕЗИНОТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 2014 |
|
RU2608993C2 |
| Стыковое соединение конвейерной ленты | 1991 |
|
SU1831462A3 |
| Устройство для разделки конвейерных лент под стык | 1985 |
|
SU1294639A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ стыковки конвейерных лент | 1991 |
|
SU1803357A1 |
Изобретение относится к области изготовления конвейерных лент и может быть использовано для подготовки концов тканевых лент для стыковки. Цель - расширение технологических возможностей и повышение качества разделки. Для этого направляющие, на которых установлен с возможностью перемещения стол для размещения лент, выполнены со ступенями. В данном станке возможна обработка обеих кромок конца ленты. .При разделке ступенчатоклиновых стыков исключается подрезание каркаса ленты в момент врезания фрезы. 6 ил.
Изобретение относится к изготовлению конвейерных лент и может быть использовано для подготовки концов тканевых лент для стыковки их методом горячей или холодной вулканизации.
Цель изобретения - расширение технологических возможностей и повышение качества разделки.
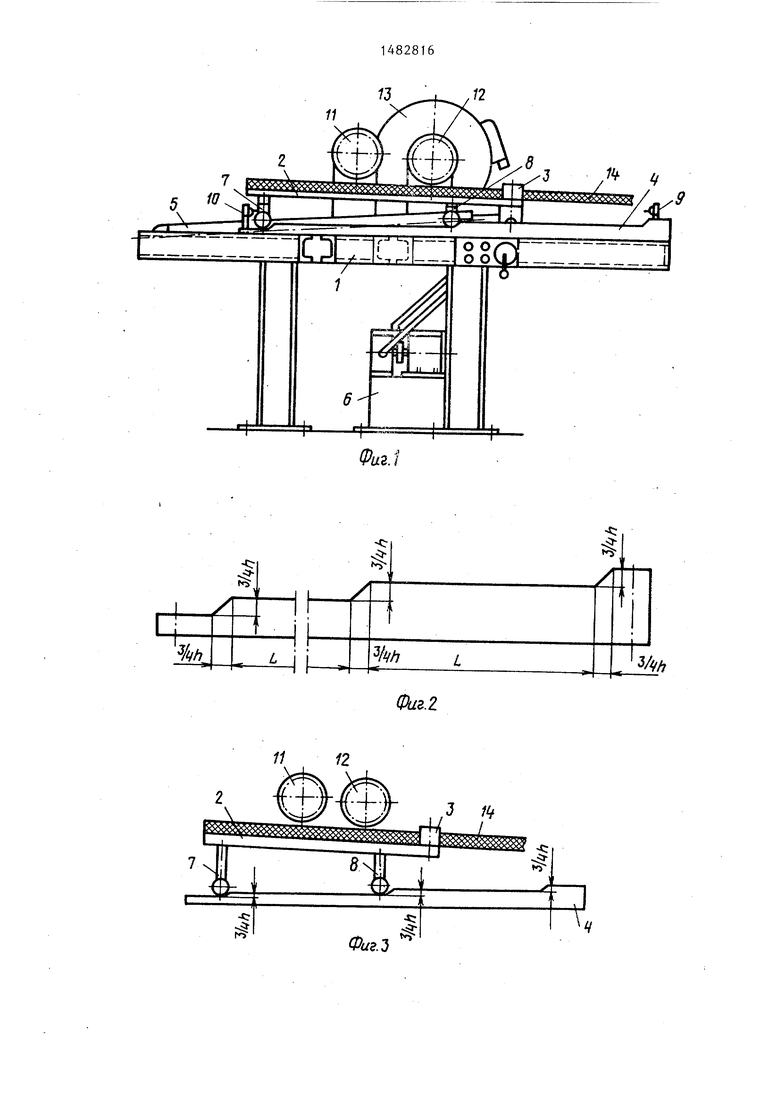
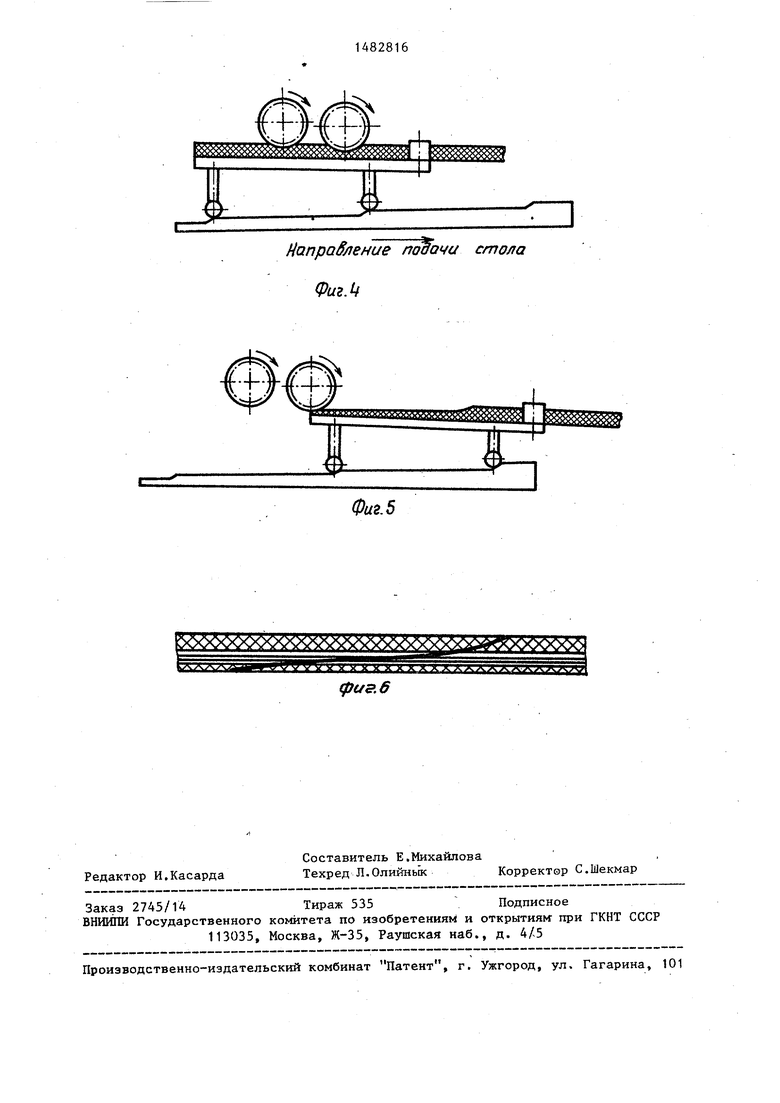
На фиг. 1 изображен станок, общий вид; на фиг. 2 - направляющая станка ) на фиг. 3 - станок в исходном положении; на фиг. 4 - то же, в момент врезания$ на фиг. 5 - то же, после разделки стыка; на фиг. 6 - получаемый стык.
Станок для разделки стыков тканевых конвейерных лент включает смонтированный на раме 1 стол 2 с зажимом 3, установленный с возможностью перемещения по направляющим 4 с помощью
гидроцилиндра 5, питаемого от масло- станции 6. Концы стола оснащены механизмами 7 и 8 подъема, а концы направляющих 4 - концевыми выключателями 9 и 10 гидроцилиндра 5. Над столом жестко закреплены режущие инструменты в виде двух фрез 11 и 12 с приводом 13. Фрезы 11 и 12 выполнены составными из цилиндрических элементов, которые имеют наклонные зубья, причем половина всех элементов каждой фрезы имеет левый наклон зубьев, а другая половина - правый. Кроме того, фреза 12 смещена в направлении стола 2 в вертикальной плоскости относительно фрезы 11 на величину, не превышающую 3/4 высоты зуба фрезы. При этом направляющие 4 выполнены по ходу стола со ступенями с высотой 3/4 высоты зуба фрезы, а стол установлен с возможностью перемеще Ј
00
to
00
оэ
го
ния как в горизонтальной, так и в вертикальной плоскостях.
Разделка ленты клиновой формы осуществляется в следующей последовательности.
Конец ленты 14 укладывается на стол 2, закрепляется зажимом 3. С помощью гидроцилиндра 5 стол 2 с закрепленной лентой 13 перемещается на на- чало следующих ступеней направляющей 4. С помощью механизмов 7 и 8 подъема стол устанавливается под требуемым углом наклона к горизонтальной плоскости и до соприкосновения ленты с фрезой 12. Включается привод 13 фрез 11 и 12 и с помощью гидроцилиндра 5 стол 2 перемещается по ступеням направляющей 4 вдоль продольной оои ленты. В процессе перемещения стола с помощью приводных фрез лента разделывается под углом. Величина перемещения стола регулируется концевыми выключателями 9 и 10 гидроцилинд- ра 4.
При разделке концов ленты ступенчато-клиновой формы процесс отличается настройкой стола относительно режущего органа. В этом случае стол 2 с помощью гидроцилиндра 5 устанав- ливается на начало следующих ступеней направляющих 4, после чего при помощи механизмов 7 и 8 подъема стол устанавливается под требуемым углом так, чтобы зазор между приводной фрезой 12 и столом 2 был равен толщине ленты без верхней обкладки, а зазор между удаленным от фрез концом стола 2 и фрезой 12 был равен толщине обкладки, прилегающей к столу.
Затем с помощью гидроцилиндра 5 осуществляют перемещение стола по ступеням направляющих 4 и при достижении зазора между фрезой 12 и концо стола 2, равного 0,5-0,1 мм, прекращают перемещение стола и настраивают на данное положение концевой выключатель 9 гидроцилиндра 5. После этого при помощи гидроцилиндра 5 перемещаю стол 2 в исходное положение. Для ог- раничения перемещения стола в данном направлении служит концевой выключатель 10 гидроцилиндра 5.
Затем конец ленты 14 укладывается на столе 2, закрепляется зажимом 3. Включается привод 13 фрез 11 и 12
0 5
0 Q
0
5
5
5
и с помощью гидроцилиндра 5 стол 2 перемещается в горизонтальной и вертикальной плоскостях по ступенчатым направляющим 4. В результате этого в начальный момент перемещения стола фреза 12 врезается в ленту на толщину верхней обкладки. В процессе перемещения стола с помощью привода фрез лента разделывается по каркасу под требуемым углом. После этого осуществляется обработка кромки стыкуемого конца за счет перемещения стола в вертикальной и горизонтальной плоскостях (за счет перехода стола на следующую ступень). По достижении зазора, равного 0,5-0,1 мм между приводной фрезой 12 и столом 2, срабатывает концевой выключатель 9 и процесс разделки заканчивается. Ленту снимают и стол возвращают в исходное положение.
Для обработки второго стыкуемого конца при помощи механизмов 7 и 8 подъема стол 21сохраняя его угол наклона, необходимо поднять или опустить на величину, равную разности толщин обкладок, т.е. если, например, в предыдущем случае рабочая обкладка была верхней, то стол необходимо поднять на величину, равную разности толщин обкладок; если же она была нижней, то стол необходимо опустить на данную величину и настроить концевой выключатель 9 на зазор между концом стола 2 и фрезой 12, равной 0,1-0,5 мм.
Предлагаемая конструкция направляющих позволяет повысить качество разделки за счет обработки обеих кромок стыкуемого конца ленты и исключения возможности подрезания каркаса ленты в момент врезания фрезы при разделке ступенчато-клиновых стыков.
Формула изобретения
Станок для разделки стыков тканевых конвейерных лент по авт.св. № 1298095, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества разделки, направляющие, на которых установлен с возможностью перемещения стол для размещения лент, выполнены со ступенями.
Фиг.Э
Фиг.2
Щ
Направление пмочи стола ФигМ
фиг. 6
Фиг. 5
