10
1 1298095
Изобретение относится к оборудованию для подготовки концов тканевых конвейерных лент для стыковки их методом горячей или холодной вулканизации.
Целью изобретения является повыше- ние качества разделки и эффективности работы.
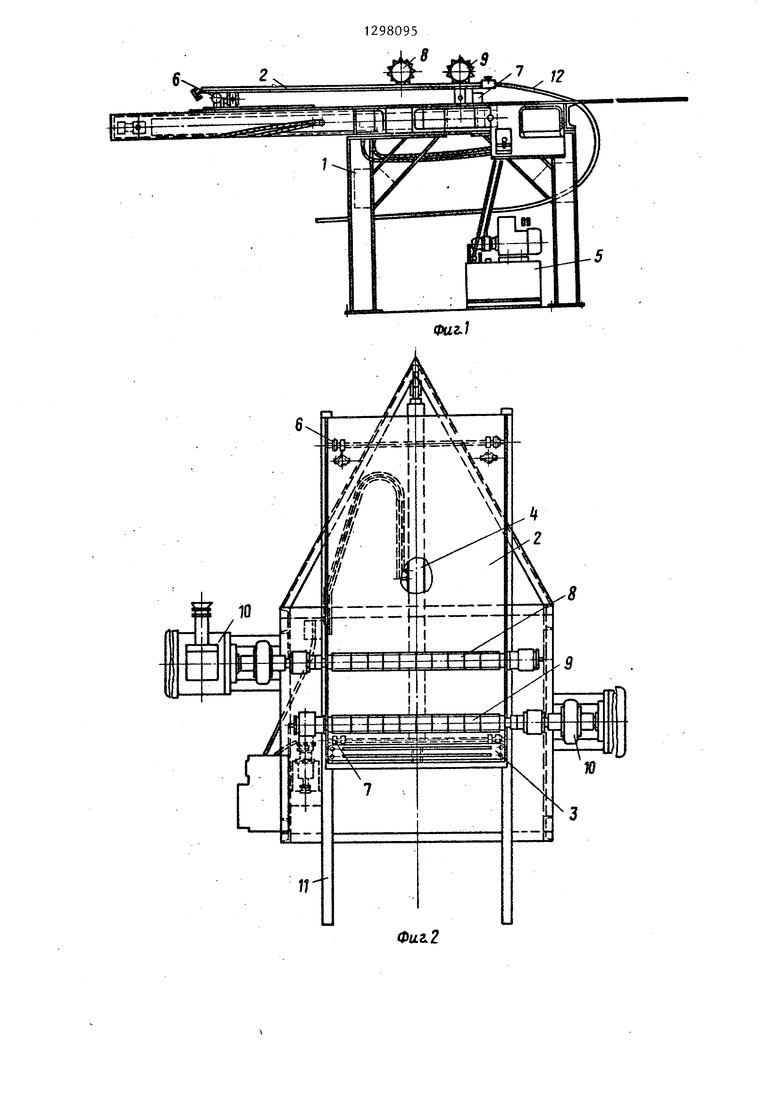
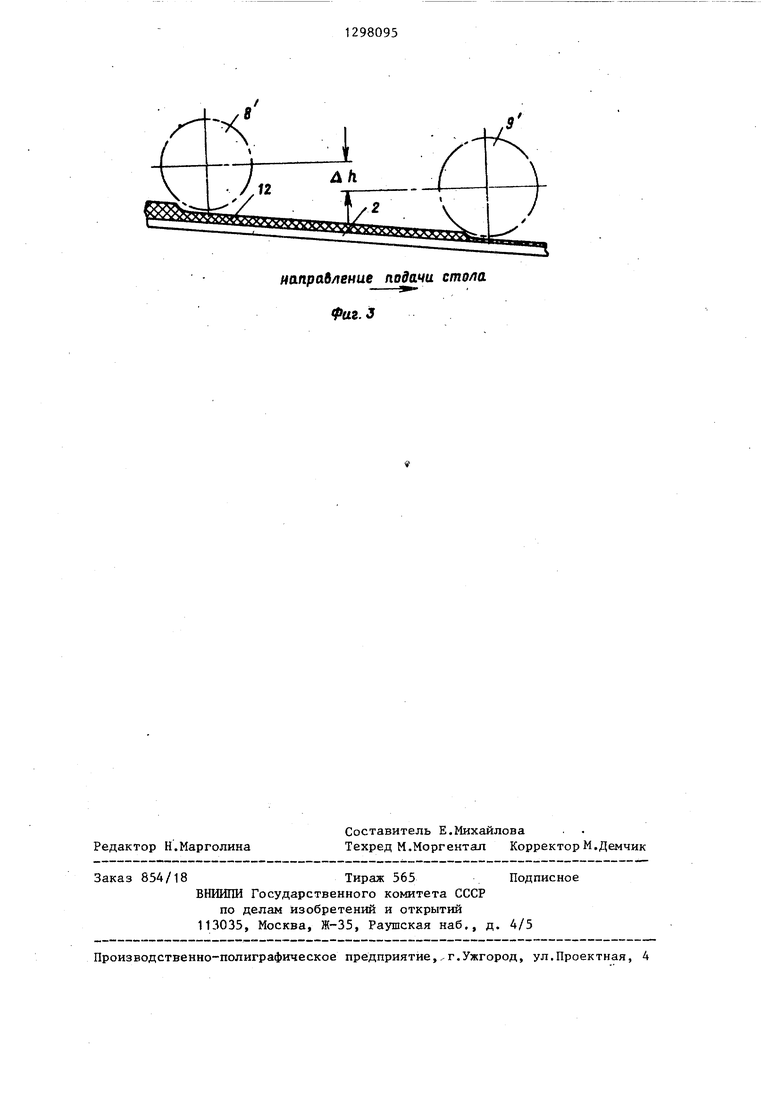
На фиг. 1 изображен станок для разделки лент, вид сбоку; на фиг.2 - то же, вид сверху; на фиг. 3-- взаим- ное расположение приводных валов.
Станок для разделки стыков тканевых конвейерных лент включает смонти- рованньй на раме 1 стол 2 с зажимом 3, установленный с возможностью перемещения в горизонтальной плоскости по направляющим 11с помощью гидроци- цилиндра 4, питаемого от маслостан- ции 5. KoHUfit стола оснащены механизмами 6 и 7 подъема. Над столом жестко закреплены режущие инструменты, которые выполнены в виде двух фрез 8 и 9 с приводом 10. Фрезы 8 и 9 выпол15
20
35
25
нены составными из цилиндрических
элементов, которые имеют наклонные зубья, причем половина всех элементов каждой фрезы имеет левый наклон зубьев, а другая половина - правьй. j Кроме того, фреза 9 смещена в направлении стола 2 в вертикальной плоскости относительно фрезы 8 на величину, не превышающую 3/4 высоты зуба фрез.
Разделка ленты клиновой формы осуществляется в следукнцей последовательности.
Конец ленты 12 укладывается на стол 2, закрепляется зажимом 3. С помощью механизмов 6 и 7 подъема стол устанавлива.ется под требуемым углом наклона к горизонтальной плоскости и до соприкосновения 11енты с режущим органом. Включается привод 10 фрез 8 и 9 и с помощью гидроцилиндра 4 стол 2 перемещается по направляющим 11 вдоль продольной оси ленты. В процессе перемещения стола с помощью приводных фрез лента разделывается под углом. При этом приводным валом
40
45
8 осуществляется грубая обработка поверхности, а приводным валом 9 окончательная обработка поверхности. При разделке концов ленты ступенчато-клиновой формы процесс отличается настройкой стола относительно режущего органа. В этом случае с помощью механизма 6 подъема удаленный от фрез конец стола 2 устанавливается
50
55
с ни то лу и ма по Пр мы
ко ну ве ет пр че т к ни м ни в з ч
с н см
0
5
j
с таким расчетом, чтобы зазор между ним и приводной фрезой 9 был равен толщине обкла з,ки, прилегающей к столу. Затем включается режущий орган и противоположньш конец стола поднимается механизмом 7 подъема до тех пор, пока приводная фреза 9 не углубится в ленту 12 на толщину обкладки. При этом стол установится под требуемым углом к горизонтальной плоскости.
Смещение фрез в вертикальной плоскости позволяет обеспечить качественную обработку поверхности. При зтом верхняя приводная фреза 8 осуществляет грубую разделку ленты, а вторая приводняая фреза 9 - чистовую обработку поверхности стыка. Для исключения образования ворса и оплавлений тягового каркаса на поверхности стыка из-за нагрева режущих кромок глубина резания должна быть строго ограничена и не превышать 3/4 высоты зуба фрезы. При увеличении толщины срезаемого слоя происходит резкое ухудшение выноса стружки из зоны фрезерования и увеличение сопротивления резания, что-приводит к резкому увеличению нагрева кромок фрезы.
Выполнение зубьев с разным наклоном создает усилия,направленные от продольной осиленты к ее краям,что исключает смещение ленты и образование складок .
тения
Формула изобре
1.Станок для разделки стыков тканевых конвейерных лент, содержащий смонтированный на раме с возможностью горизонтального перемещения стол для размещения лент с зажимом
и установленный над столом приводной режущий инструмент в виде цилиндрической фрезы, отличающий- с я тем, что, с целью повьшения качества разделки и эффективности работы, станок снабжен второй приводной цилиндрической фрезой, установленной по ходу разделки за первой фрезой параллельно ей и смещенной относительно нее в направлении стола на величину, не превьщ1ающую 3/4 высоты зуба фрез.
2.Станок по п. 1, отличающийся тем, что каждая цилиндрическая фреза выполнена составной, цилиндрические элементы которой имеют наклонные зубья, причем половина, всех элементов - левый наклон зубьев, а другая половина - правый.
jl -tJ- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для разделки стыков тканевых конвейерных лент | 1987 |
|
SU1482816A2 |
| Устройство для разделки концов конвейерных лент | 1990 |
|
SU1713831A1 |
| Станок для разделки стыков тканевых конвейерных лент | 1989 |
|
SU1685748A1 |
| Устройство для разделки стыковРЕзиНОТРОСОВыХ КОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821194A1 |
| Устройство для разделки концов конвейерных лент | 1980 |
|
SU872287A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для разделки концов конвейерных лент | 1981 |
|
SU979160A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУГЛЫХ БРЕВЕН | 1992 |
|
RU2033315C1 |
| Устройство для разделки стыков конвейерных лент | 1980 |
|
SU903189A1 |
| СПОСОБ РАЗДЕЛКИ КОНЦОВ РЕЗИНОТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1995 |
|
RU2091632C1 |
Изобретение относится к оборудованию для подготовки концов ступенчато-клиновой формы тканевых лент для их соединения. Цель - повьшение качества разделки и эффективности. Для этого режущий орган выполнен в виде двух приводных валов, оснащенных фрезами, которые жестко закреплены над столом с лентой, перемещающимся в горизонтальной плоскости. Механизмами подъема столу задается угол наклона, соответствующий углу скоса стыка. Фрезы смещены в вертикальной плоскости относительно друг друга, а передняя расположена выше. При перемещении стола передняя фреза производит грубую обработку, а задняя - чистовую обработку поверхности. Наклонное расположение зубьев на фрезах от середины к краям позволяет разравнивать ленту. 1 з.п. ф-лы, 3 нп. SS ГчЭ СО 00 о со ел
Фиг.2
напри6ление подами стола. Фаг. J
Редактор Н.Марголина
Составитель Е.Михайлова
Техред М.Моргентал Корректор М.Демчик
Заказ 854/18Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород, ул.Проектная, 4
| Устройство для разделки концов конвейерных лент | 1976 |
|
SU582990A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для транспортирования листового материала в горизонтальном направлении и укладки его на вертикальный транспортер | 1954 |
|
SU107942A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
