Изобретение относится к области эксплуатации конвейерных лент ленточных конвейеров и может быть использовано при изготовлении стыковых соединений прорезиненных лент и плоских ремней холодным способом.
Цель изобретения - повышение производительности конвейеров путем снижения простоев при изготовлении и переделке стыковых соединений.
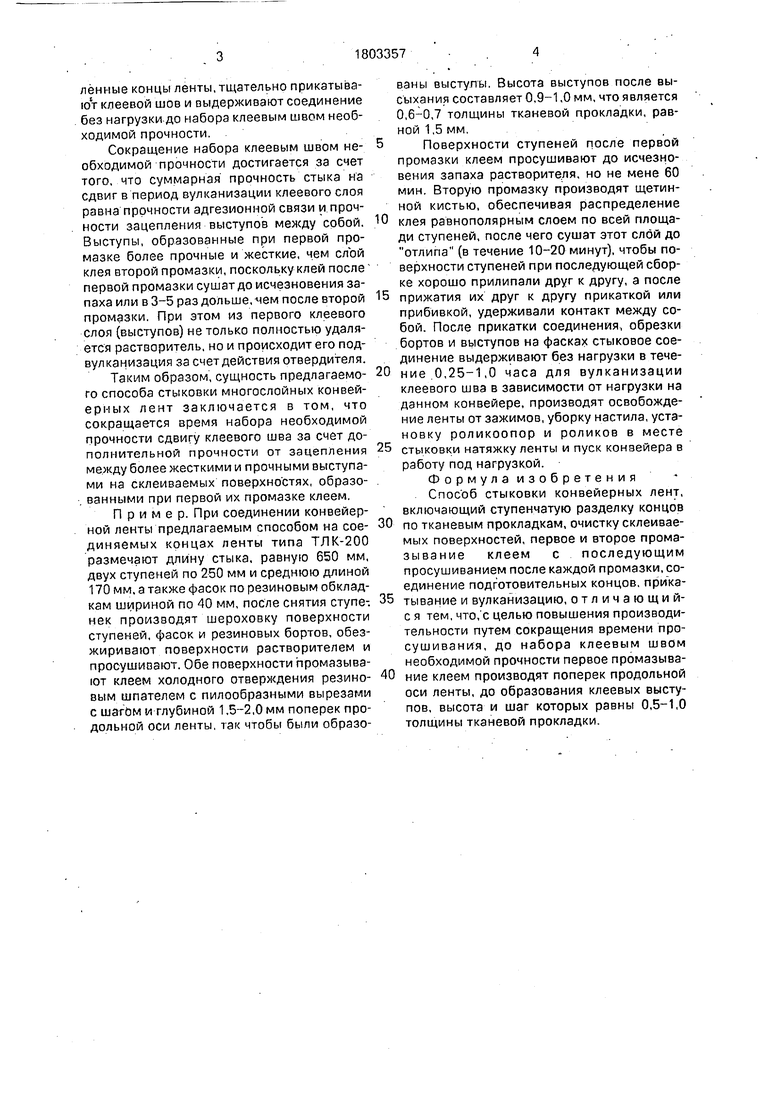
На чертеже показаны подготовленные к сборке концы стыкуемой ленты, продольный разрез.
Способ стыковки конвейерных лент заключается в том, что концы лент ступенчато разделывают по тканевым прокладкам, очищают и обезжиривают поверхности ступеней, дважды промазывают клеем холодного отверждения с соответствующей просушкой после каждой промазки, при этом первую промазку производят поперек продольной оси ленты так, чтобы были образованы клеевые выступы 4, высота и шаг S которых равны 0,5-1,0 толщины тканевой прокладки. После второй промазки клеем и . просушки до отлипа соединяют подготов00
о
ы ы
СЛ XJ
ленные концы ленты, тщательно прикатывают клеевой шов и выдерживают соединение без нагрузки до набора клеевым швом необходимой прочности.
Сокращение набора клеевым швом необходимой прочности достигается за счет того, что суммарная прочность стыка на сдвиг в период вулканизации клеевого слоя равна прочности адгезионной связи и прочности зацепления выступов между собой. Выступы, образованные при первой промазке более прочные и жесткие, чем слой клея второй промазки, поскольку клей после первой промазки сушат до исчезновения запаха или в 3-5 раз дольше, яем после второй промазки. При этом из первого клеевого слоя (выступов) не только полностью удаляется растворитель, но и происходит его под- вулканизация за счет действия отвердителя.
Таким образом, сущность предлагаемого способа стыковки многослойных конвейерных лент заключается в том, что сокращается время набора необходимой прочности сдвигу клеевого шва за счет дополнительной прочности от зацепления между более жесткими и прочными выступами на склеиваемых поверхностях, образованными при первой их промазке клеем.
Пример. При соединении конвейерной ленты предлагаемым способом на соединяемых концах ленты типа ТЛК-200 размечают длину стыка, равную 650 мм, двух ступеней по 250 мм и среднюю длиной 170 мм, а также фасок по резиновым обклад- кам шириной по 40 мм, после снятия ступенек производят шероховку поверхности ступеней, фасок и резиновых бортов, обезжиривают поверхности растворителем и просушивают. Обе поверхности промазывают клеем холодного отверх дения резиновым шпателем с пилообразными вырезами с шагом и глубиной 1,5-2,0 мм поперек продольной оси ленты, так чтобы были образованы выступы. Высота выступов после высыхания составляет 0,9-1,0 мм, что является 0,6-0,7 толщины тканевой прокладки, равной 1,5 мм,
Поверхности ступеней после первой промазки клеем просушивают до исчезновения запаха растворителя, но не мене 60 мин. Вторую промазку производят щетинной кистью, обеспечивая распределение
клея равнополярным слоем по всей площади ступеней, после чего сушат этот слой до отлила (в течение 10-20 минут), чтобы поверхности ступеней при последующей сборке хорошо прилипали друг к другу, а после
прижатия их друг к другу прикаткой или прибивкой, удерживали контакт между собой. После прикатки соединения, обрезки бортов и выступов на фасках стыковое соединение выдерживают без нагрузки в течение 0,25-1,0 часа для вулканизации клеевого шва в зависимости от нагрузки на данном конвейере, производят освобождение ленты от зажимов, уборку настила, установку роликоопор и роликов в месте
стыковки натяжку ленты и пуск конвейера в
работу под нагрузкой.
Формула изобретения Способ стыковки конвейерных лент, включающий ступенчатую разделку концов по тканевым прокладкам, очистку склеиваемых поверхностей, первое и второе промазывание клеем с последующим просушиванием после каждой промазки, соединение подготовительных концов, пр ика- тывание и вулканизацию, отличающий- с я тем, что, с целью повышения производительности путем сокращения времени про- сушивания, до набора клеевым швом необходимой прочности первое промазывание клеем производят поперек продольной оси ленты, до образования клеевых выступов, высота и шаг которых равны 0,5-1,0 толщины тканевой прокладки.
/2 # 78 2 24t,vQc
.it
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Стыковое соединение конвейерных лент | 1990 |
|
SU1810369A1 |
| Способ соединения конвейерных лент | 1988 |
|
SU1505794A1 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ стыковки многослойных конвейерных лент | 1985 |
|
SU1328618A1 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| Способ соединения конвейерных лент | 1988 |
|
SU1502402A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
Использование: в конвейерном транспорте, при соединении концов конвейерной ленты методом холодной вулканизации. Сущность изобретения: в способе стыковки конвейерных лент, заключающемся в том, что концы лент ступенчато разделяют по тканевым прокладкам, поверхности ступеней обрабатывают, дважды промазывают клеем, просушивают, собирают, приклтыва- ют, вулканизируют, первую промазку клеем производят поперек продольной оси ленты с образованием пилообразных выступающих полос, при этом высота и шаг выступов полос равны 0,5-1,0 толщины тканевой прокладки. 1 ил.
| В.М.Костин, И.Н.Коннов Стыковка и ре- м0нт резинотканевых транспортных лент | |||
| Химия, М. | |||
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| В.Т.Полунин и др | |||
| Конвейерные пенты Крнструкции и расчет | |||
| М., Университет Дружбы народов им | |||
| П.Лумумбы | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Е.М.Высочин и др | |||
| Стыкоика и ремонт конвейерных лент на предприятиях черной металлургии, М. | |||
| Металлургия | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
