Изобретение относится к области изготовления плоских железобетонных изделий на конвейерных установках.
Известна установка для изготовления плоских железобетонных изделий, включающая пластинчатый конвейер с разделительными перегородка)М(И, бухтодержатели арматурной ироволоки, устройства для укладки бетонной смеси и формования изделий, камеру термообработки и циркульную пилу.
Однако в известных установках на пластинчатый конвейер укладывают арматурные каркасы, которые смеш,аются при укладке и уплотнении бетонной смеси, что приводит к снижению несущей способности изделия.
Цель изобретения - обеспечить строго фиксированное объемное армирование и повысить способность изделия.
Это достигается тем, что разделительные перегородки выполнены с У-образным1 разновысокими пазами, оси которых расположены под углом к продольной оси конвейера.
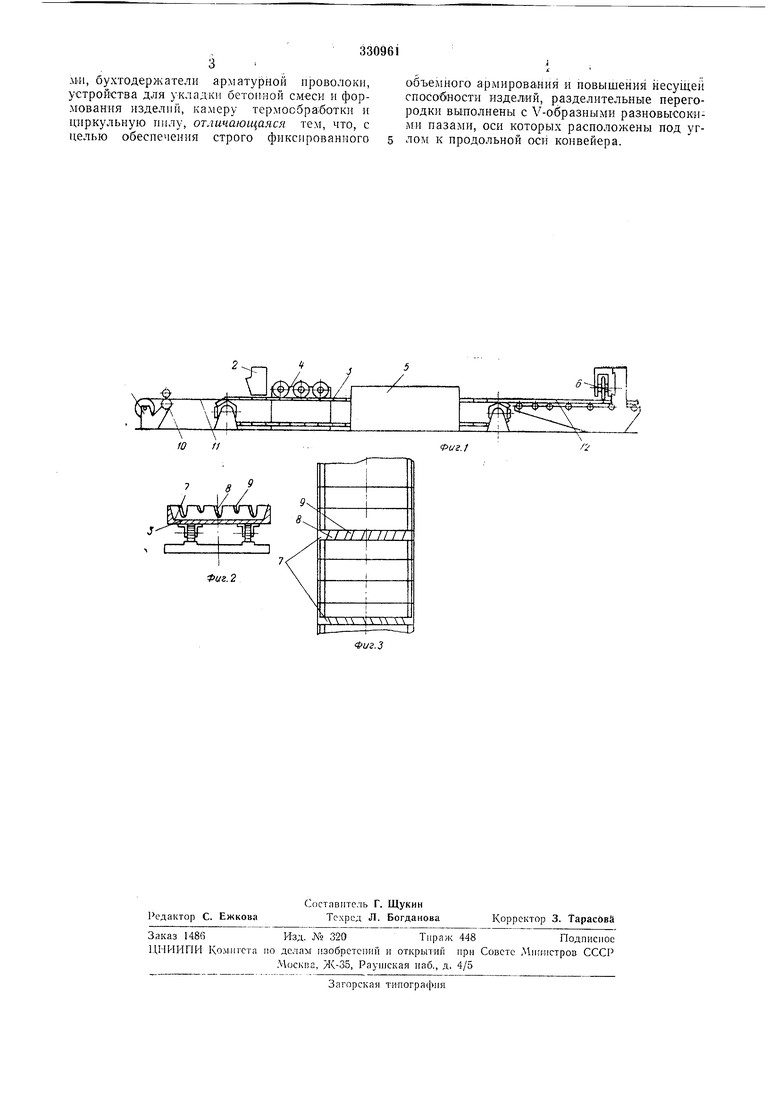
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - пластинчатый конвейер, поперечное сечение; на фиг. 3 - то же, вид сверху.
Установка состоит из бухтодержателей 1 арматурной проволоки, бункера-укладчика 2, пластинчатого конвейера 3, вибростана 4, камеры 5 термической обработки п циркульной
пилы 6. Пластинчатый конвейер 5 снаблчен разделительными перегородками 7 с разновысокими пазами 8 и 9. Бухтодержатели 1 арматурной проволоки выполнены с тормозными
роликами 10, калсдая пара которых расположена против паза разделительной перегородки 7.
Арматуру закрепляют любым способом на первой разделительной перегородке 7. Прн
дальнейшей работе установки арматуру П протягивают и натягивают за счет заклинивания ее в пазах 8 п 9 перегородок 7.
Проходя под бункером-укладчиком 2, на пластинчатый конвейер 3 укладывается бетонная смесь, которая уплотняется впйростаном 4, а затем поступает в камеру 5 термической обработки. По выходе из камеры 5 бетонная полоса 12 сходпт с конвейера 3 п поступает под циркульную пилу 6. Резка происходит в тех
местах, -где арматура обнажена, т. е. где при формовании находились разделительные перегородки 7. Весь ироцесс изготовления железобетонных изделий осуществляется непрерывно.
Предмет и з о б р е т е п и я
M.H, бухтодержатели арматурной проволоки, устройства для укладки бетонной смеси и формования изделий, камеру термообработки и циркульную пилу, отличающаяся тем, что, с целью обеспечения строго фиксированного
объемного армирования и повышения несущей способности изделий, разделительные перегородки выполнены с V-образными разновысокими пазами, оси которых расположены под углом к продольной оси конвейера.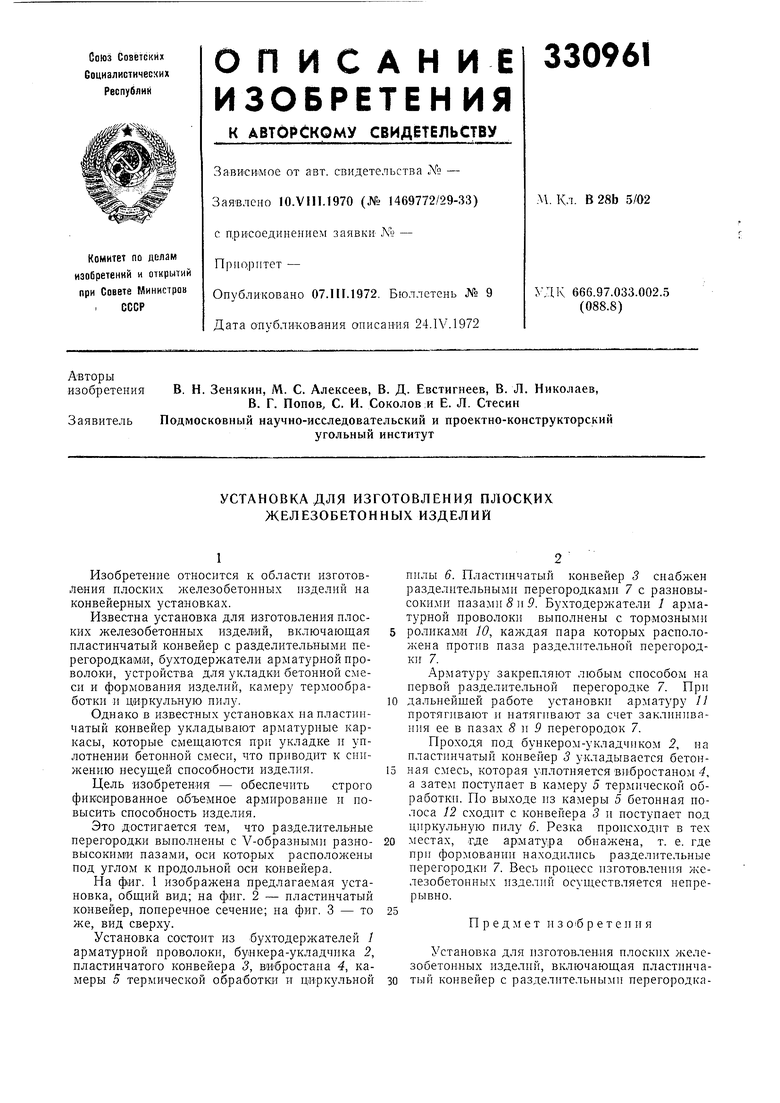
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного формования железобетонных изделий на основе особо быстротвердеющего цемента | 1991 |
|
SU1790494A3 |
| Устройство для изготовления пустотелых изделий из железобетона | 1961 |
|
SU148342A1 |
| Технологическая линия для виброэлектробетонирования изделий | 1985 |
|
SU1588552A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРОЖНЫХ ПЛИТ | 2009 |
|
RU2400359C1 |
| КОНВЕЙЕР ДЛЯ ИЗГОТОВЛЕНИЯ НЛОСКИХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306962A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХЗАТЯЖЕК | 1972 |
|
SU428942A1 |
/О
Фиг.2 и
