Устройства для съема .электроизоляционных цилиндров с оправок, содержащие штангу, скрепленную с оправкой и гидроцилиндр с коротким ходом штока, а также аппаратуру управления, известны. Однако известные устройства не обеспечивают автоматизации процесса шчгового перемеш.ения штанги.
В описываемом устройстве для устранения этого недостатка применены пневмозахваты, расположенные на конце полого штока гидроцилиндра, входящие в зацепление со штангой при рабочем ходе штока и выходяшие из зацепления при обратном (холостом) ходе. Для осуществления возвратно-поступательного движения штока использованы концевые выключатели.
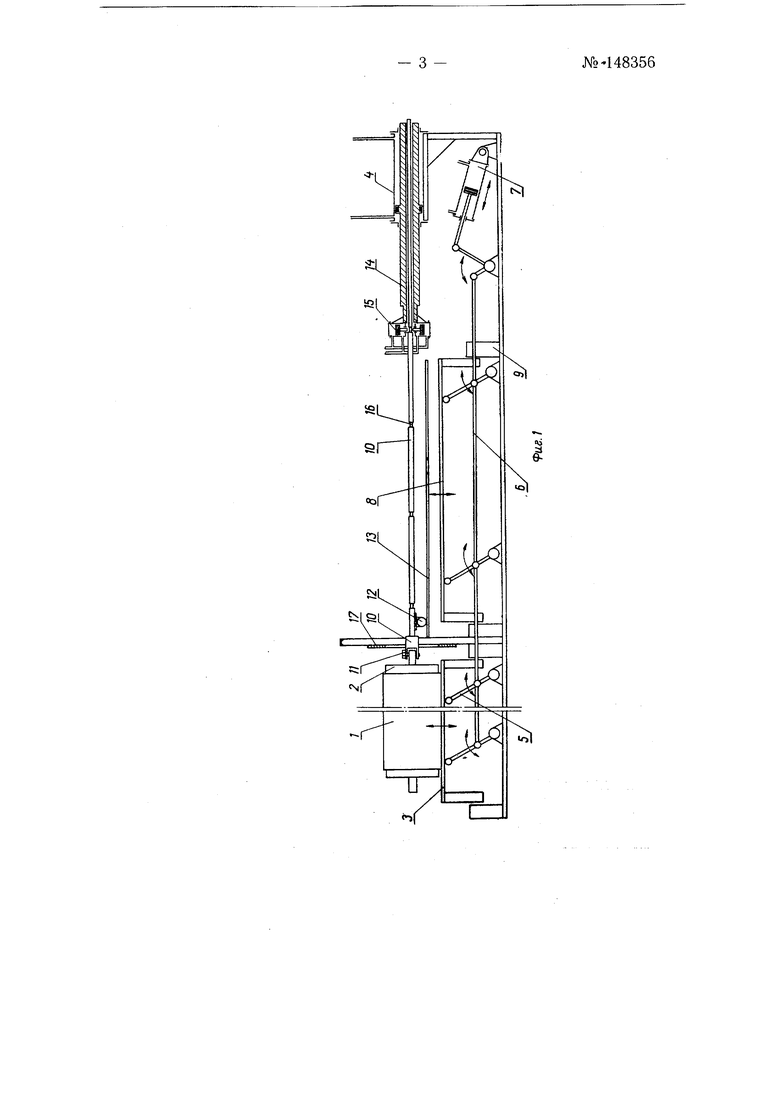
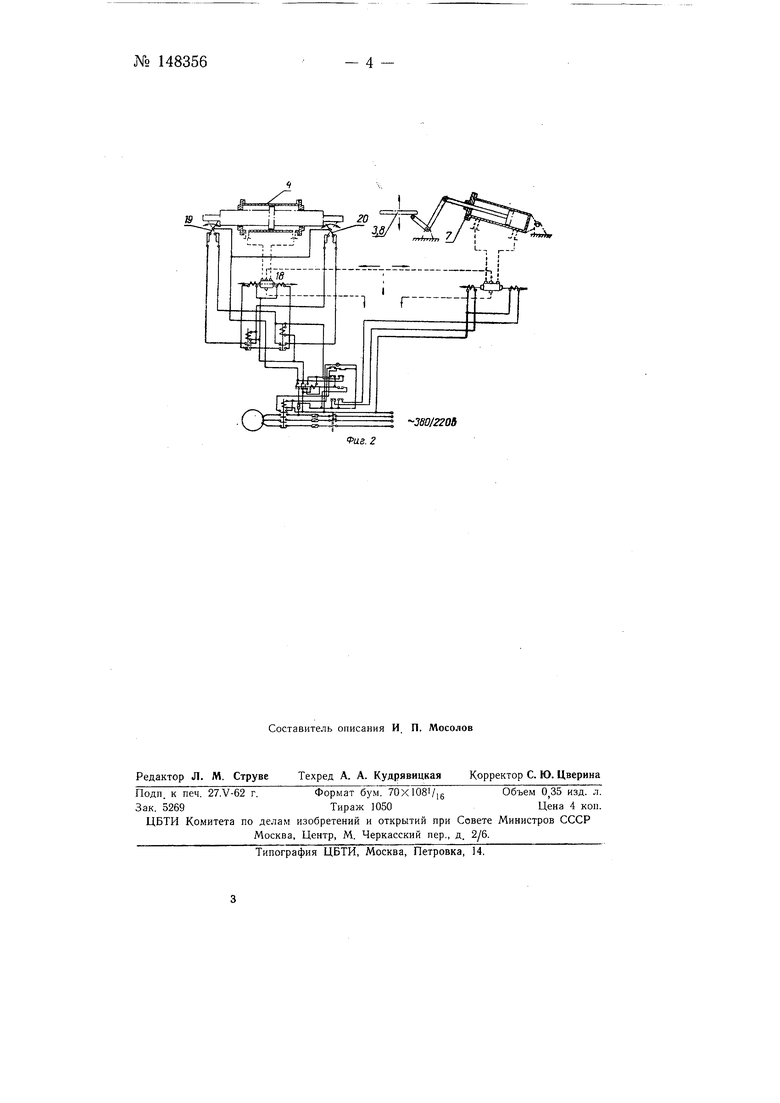
На фиг. 1 показано описываемое устройство с частичным разрезом по оси гидроцилиндра, вид сбоку; на фиг. 2 - электрическая схема управления устройством.
Изделие /, намотанное на оправку 2, с помощью кран-балки устанавливается на подъемный стол 3 соосно с гидроцилиндром 4 во избежание перекосов и заклинивания силовых элементов устройства.
Перемещение по вертикали стола 3 достигается поворотом рычажных опор 5. Тягой 6 опоры шарнирно связаны со штоком вспомогательного гидроцилиндра 7, который управляет подъемом и опусканием находящихся на одном уровне столов с и S. Вниз столы перемещаются скользя по направляющим 9, при обратном ходе щтока гидроцилиндра 7.
Силовая штанга снабжена на одном конце захватом 10, котО|рый с помощью шкворня // захватывает оправку за ее шейку. На этом же конце штанга имеет опорные катки 12, которые могут катиться по рельсам 13. Противоположный конец штанги входит в отверстие поло№ 148356- 2 го штока /4;-г.идроцилиндра 4, обеспечивая свободное ее перемещение относительно штока. На штоке укреплены пневмоцилиндры с захватами -/5, которые, в зависимости от положения крана-переключателя сжато О воздуха, или входят в выточки 16 штанги, осушествляя сцепление штока 14 со штангой, или выходят из них. Сжатый воздух в пневмоцилиндры подается по гибким шлангам.
При прямом ходе (снятие изделия) масло из насоса через золотник 18 поступает в гидроцилиндр 4, вызывая перемеш.ение штока 14 слева направо. Захваты 15 удерживают штангу и заставляют ее перемещаться вместе со штоком. Штанга тянет за собой оправку, диаметр которой несколько меньше диаметра отверстия в упоре 17. Таким образом осуществляется первый шаг снятия изделия с оправки. При достижении штоком крайнего правого положения происходит переключение золотника 18 с помощью конечных выключателей 19 и 20, и шток перемещается в обратном направлении, т. е. справа налево. Одновременно пневмозахваты выходят из зацепления со штангой, и при обратном движении штока штанга остается иа месте. Затем совершается второй шаг снятия изделия с оправки и так далее до тех пор, пока оправка целиком не ляжет на подъемный стол 8. Изделие и оправку с помощью кран-балки снимают с устройства. При обратном ходе возврат штанги в исходное положение для присоединения к следующей оправке производится с помощью того же гидроцилиндра 4, но пневмозахваты сцепляются со штангой при движении штока справа налево. Длина рабочего хода штока равна (или нескольь:о больше) расстоянию между соседними выточками штанги.
Таким образом, длина намоточного изделия определяет длину оправки, длину штанги, длину устройства в целом и количество рабочих ходов, но не длину силового гидроцилиндра.
Достоинство описываемого устройства заключается в том, что шток автоматически «перехватывает силовую штангу, вытягивающую оправку из изделия, а это позволяет уменьшить длину гидроцилиндра относительно длины изделия пропорционально количеству перехватов.
По заключению Московского областного совнархоза изобретение является полезным и может быть рекомендовано для промышленного использования.
Предмет изобретения
Устройство для съема электроизоляционных цилиндров с оправок, содержащее штангу, скрепленную с оправкой, гидроцилиндр с коротким ходом штока и аппаратуру управления, отличающееся тем, что, с целью автоматизации процесса шагового перемещения щтанги, применены пневмозахваты, расположенные на конце полого штока гидроцилиндра, входящие в зацепление со штангой при рабочем ходе штока и выходящие из зацепления при обратном (холостом) ходе, а для осуществления возвратно-поступательного движения штока использованы концевые выключатели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перегрузки листового материала | 1959 |
|
SU126409A1 |
| Станок для навивания пружин с двумя ветвями спиралей противоположных направлений | 1955 |
|
SU103314A1 |
| Устройство для съема труб с оправок | 1971 |
|
SU378060A1 |
| Линия для непрерывного изготовления стеклопластиковых труб | 1975 |
|
SU732143A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| ЛИНИЯ РЕМОНТА ПОГЛОЩАЮЩИХ АППАРАТОВ АВТОСЦЕПОК | 1996 |
|
RU2104185C1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1966 |
|
SU302930A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
.ti1
ol
I . . т
r
С
-380/2206
