Изобретение относится к изготовлению теплопередающих устройств, в частности охлаждающих кожухов для систем охлаждения в трубчатых электрических сопротивлениях.
Целью изобретения является повышение надежности работы теплообменника.
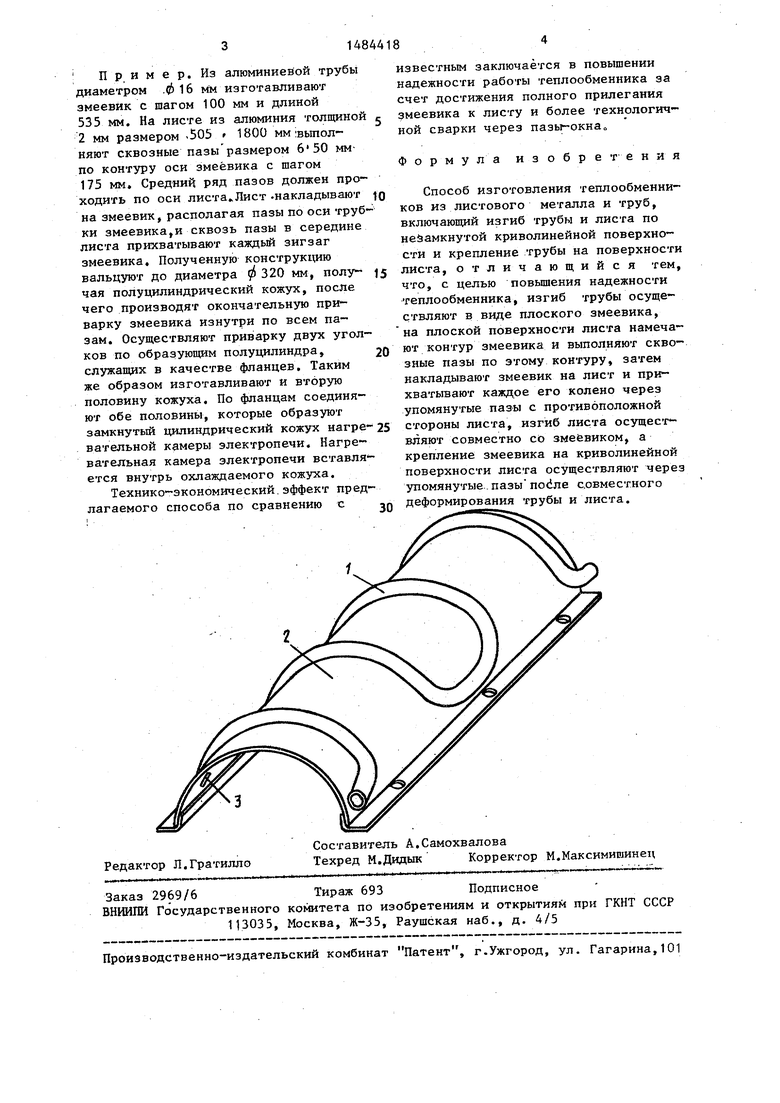
На чертеже показан теплообменник, полученный по предлагаемому способу.
Способ осуществляется следующим образом
Прямолинейную трубу изгибают в виде плоского змеевика 1, накладывают его на лист 2, на котором предварительно выполняют сквозные пазы 3, Через каждый паз в каждом ряду посередине прихватывают змеевик к листу сваркой. Полученную конструкцию изгибают на вальцах до наружного размера. После вальцовки производят окончательную приварку звеевнка 1 к листу 2 изнутри через каждый паз 3. Ширина паза в листе должна соста- ,влять 0,2-0,5 диаметра трубы змеевика (для удобства и надежности сварки) . Шаг между пазами выбирается в зависимости от материала и толщины листа, а также удельного теплового потока. В качестве материала теплообменника предпочтителен алюминий в связи с его высокой теплопроводностью и малым удельным весом.
Предлагаемым способом изготовлен ,водоохлаждающий кожух для трубчатой прецизионной электропечи сопротивления.
Ј& 00 Ј Јь
00
1 П р и м е р. Из алюминиевой трубы диаметром (416 мм изготавливают змеевик с шагом 100 мм и длиной 535 мм. На листе из алюминия толщиной 2 мм размером -503 1800 мм выполняют сквозные пазы размером 650 мм по контуру оси змеевика с шагом 175 мм. Средний, ряд пазов должен проходить по оси листа Лист -накладывают на змеевик, располагая пазы по оси трубки змеевика,и сквозь пазы в середине листа прихватывают каждый зигзаг змеевика. Полученную конструкцию вальцуют до диаметра 320 мм, полу- чая полуцилиндрический кожух, после чего производят окончательную приварку змеевика изнутри по всем пазам. Осуществляют приварку двух уголков по образующим полуцилиндра, служащих в качестве фланцев. Таким же образом изготавливают и вторую половину кожуха. По фланцам соединяют обе половины, которые образуют замкнутый цилиндрический кожух нагренательной камеры электропечи. Нагревательная камера электропечи вставляется внутрь охлаждаемого кожуха.
Технико-экономический эффект предлагаемого способа по сравнению с
известным заключается в повышении надежности работы теплообменника за счет достижения полного прилегания змеевика к листу и более технологичной сварки через пазы-окна,,
Формула изобретения
Способ изготовления теплообменников из листового металла и труб, включающий изгиб трубы и листа по незамкнутой криволинейной поверхности и крепление трубы на поверхности листа, отличающийся тем, что, с целью повышения надежности теплообменника, изгиб трубы осуществляют в виде плоского змеевика, на плоской поверхности листа намечают контур змеевика и выполняют сквозные пазы по этому контуру, затем накладывают змеевик на лист и прихватывают каждое его колено через упомянутые пазы с противоположной стороны листа, изгиб листа осуществляют совместно со змеевиком, а крепление змеевика на криволинейной поверхности листа осуществляют через упомянутые пазы поёле совместного деформирования трубы и листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Коллектор трубчатого теплообменного аппарата | 1981 |
|
SU1025989A1 |
| КОНВЕКТИВНАЯ ПОВЕРХНОСТЬ НАГРЕВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ | 1993 |
|
RU2061945C1 |
| ТЕПЛООБМЕННИК, СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 1998 |
|
RU2150061C1 |
| Способ изготовления теплообменника | 1980 |
|
SU1007785A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| СПОСОБ СБОРКИ КОРПУСА СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2275731C1 |
| КОРПУС ДЛЯ ЭЛЕКТРОДВИГАТЕЛЯ, ВАЛЬЦОВАННЫЙ ИЗ СТАЛЬНОГО ЛИСТА, С ОДНИМ СВАРНЫМ ШВОМ | 2004 |
|
RU2259625C1 |
| Способ изготовления трубчатого теплообменника | 1990 |
|
SU1759592A1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
Изобретение относится к изготовлению теплопередающих устройств ,в частности, охлаждающих кожухов для систем охлаждения в трубчатых электропечах сопротивления. Цель изобретения - повышение надежности работы теплообменника. Прямолинейную трубу изгибают в виде плоского змеевика и накладывают на лист. На листе предварительно размечают контур оси змеевика и выполняют пазы по этой оси. Через пазы прихватывают змеевик к листу сваркой с противоположной стороны листа. Затем полученную конструкцию изгибают до требуемой кривизны и производят окончательное крепление змеевика через пазы. Способ обеспечивает полное прилегание змеевика к листу и более технологическую сварку через пазы - окна. 1 ил.
| Лейканд М0С, Вакуумные электрические печи | |||
| М.: Энергия, 1963, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
