Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании плоскостных деталей на станках с программным управлением.
Цель изобретения - повышение производительности путем исключения дополнительного перехода по прямой, перпендикулярной биссектрисе угла.
На фиг. 1 представлена схема удаления припуска с вершины угла во вре мя предварительной обработки; на фиг. 2 - окончательная обработка контурной поверхности.
Контурную поверхность детали фрезеруют за два рабочих хода: сначала предварительно с припуском.а затем окончательно попутным фрезерованием.
При предварительном фрезеровании центр фрезы 1 перемещают с подачей S по участку траектории 2 из точки А в точку Б, эквидистантному стороне 3 контурной поверхности и отстоящему от нее на расстоянии, большем полови ны диаметра фрезы на величину припуска а (фиг. 1). Затем удаляют припуск с вершины угла А по круговой траектории, образуя скругление по дуге окружности 5, касательной к стороне 6 и 7 предварительно, обработанной поверхности и проходящей через вершину угла 4 детали с радиусом
R
1 - sin
-°L.
2
где а - величина припуска на окончательное .фре зерование поверхности;Л - величина угла между сторонами
обрабатываемой поверхности. Для получения радиуса R при верши- угла 4 центр фрезы 1 перемещают точки Б в точку В по дуге окружности с радиусом
не от
Rf
R +
iL
где D - диаметр фрезы.
Из точки В продолжают фрезерование контурной поверхности с припуском а до точки Г, перемещая центр фрезы по участку траектории 2 эквидистантно стороне 8, отстоящему от нее на расстоянии, большем половины диаметра фрезы, на величину припуска а.
Окончательную обработку контурной поверхности ведут с подачей Si путем
перемещения центра фрезы 1 из точки D по участку траектории 9 эквидистантно стороне 3, отстоящей от нее на расстоянии, равном половине диаметра фрезы, в точку Е, которая определяет начало уменьшения глубины резания в точке 10, не доходя до угла 4 вдоль обрабатываемой стороны 3 на расстояние
+ la(D - а).
L R cos
25 сом 30
По мере уменьшения глубины резания 15 фрезу 1 отводят от стороны 3 на величину отжима при вершине угла 4 путем перемещения центра фрезы из точки Е в точку Ж по дуге окружности с радиусом
,.
20
2
сом
Из точки Ж до точки и центр фрезы перемещают по дуге окружности с радиу«3
D;
сом
Затем, перемещая центр фрезы по участку траектории 9 эквидистантно стороне 8, отстоящей от нее на расстоянии, равном половине диаметра фрезы.
сом
продолжают фрезерование контурной поверхности детали до точки К (фиг.2),
35 ф
ормула изобретения
Способ фрезерования контурных поверхностей с угловыми переходами сторон, при котором осуществляют предварительную и окончательную обработку, при этом припуск с вершины угла удаляют в процессе предварительной обработки, отличающийся тем, что, с целью повьш1ения производительности, припуск с вершины угла Удаляют, перемещая фрезу от одной стороны контура к другой по круговой траектории, при этом радиус скругле- ния вершины угла R определяют по формуле
R 1 ,,
1 - sin
где а
величина припуска на окончательную обработку поверхности;
о( - величина угла между сторонами обрабатываемой поверхности.
Л д
фие,2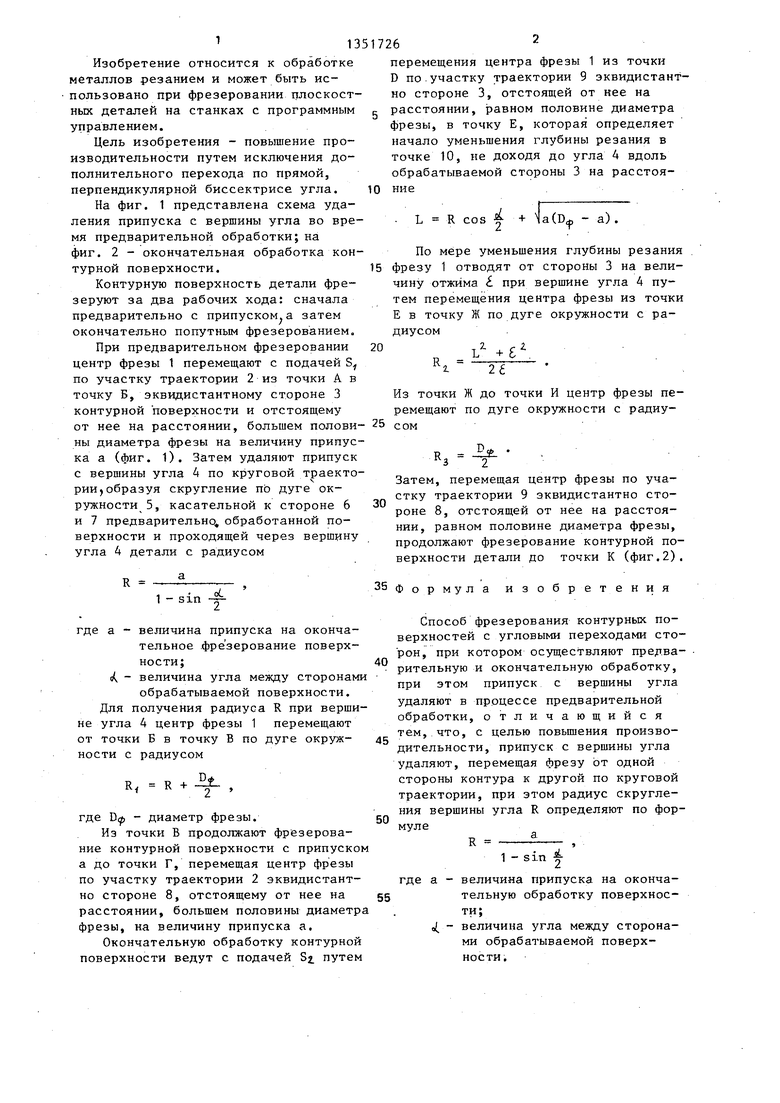
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ фрезерования контурных поверхностей с угловыми переходами сторон | 1986 |
|
SU1397194A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования внутренних радиусных сопряжений сторон контурных поверхностей | 1989 |
|
SU1731462A1 |
| Способ фрезерования контурных поверхностей | 1982 |
|
SU1060346A1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |

Изобретение относится к обработки металлов резанием и может быть использовано при фрезеровании плоскостных деталей на станках с программным управлением. Цель изобретения - повышение производительности. Обработку контурной поверхности производят фрезой 1, которую перемещают эквидистантно сторонам контурной поверхности. В процессе предварительной обработки удаляют припуск с вершины угла, перемещая фрезу от одной стороны контура к другой по круговой траектории. Радиус скругления вершины угла определяют по формуле R a rfl -sin (i: 2), где a - величина припуска на окончательную обработку поверхности, Л- величила угла между сторонами обрабатываемой поверхности. После предварительной обработки осуществляют окончательную обработку поверхности попутным фрезерованием. 2 ил. сл ffl (ftue.f
ор М. Келемеш 5522/10
Составитель М. Кольбич Техред А. Кравчук
Кор Под
Тираж 970 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое -предприятие, г. Ужгород, ул. Проектная, 4
Корректор О. Кравцова Подписное
| Способ фрезерования контурных поверхностей | 1982 |
|
SU1060346A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
