а 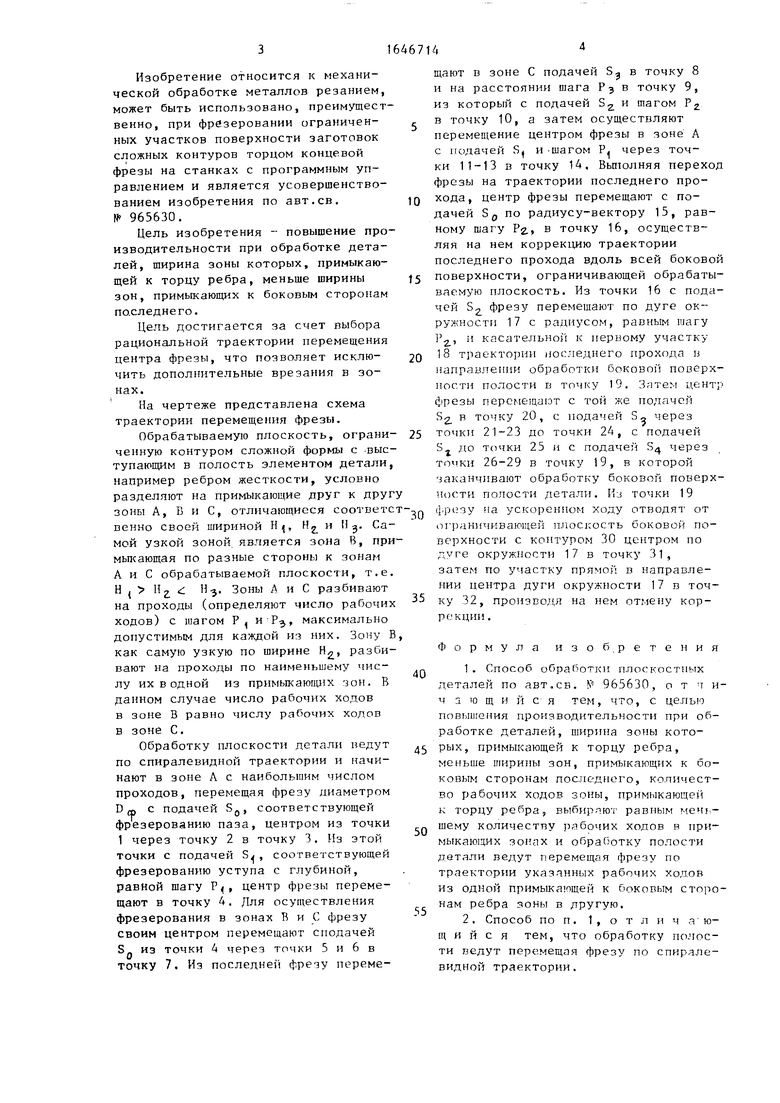
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ обработки плоскостей | 1977 |
|
SU733877A1 |
| Способ обработки плоскостных деталей | 1985 |
|
SU1247189A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования ребер деталей | 1985 |
|
SU1227372A1 |
| Способ составления программ при механической обработке плоскостных деталей | 1979 |
|
SU876328A1 |
Изобретение относится к механообработке и может быть использовано при фрезеровании ограниченных участков поверхности заготовок сложных контуров. Цель изобретения - повышение производительности при обработке деталей, ширина зоны которых, примыкающей к торцу ребра, меньше ширины зон, примыкающих к боковым сторонам последнего. Обрабатываемую поверхность, ограниченную контуром сложной формы с выступающим в полость ребром жесткости, условно разделяют на зоны А, В и С, отличающиеся шириной К1э Нг и Н, причем Н,, Н2 : - На. Зоны А и С разбивают на проходы с шагом PI и РЗ, максимально допустимым для каждой из них. Зону В (самая узкая по ширине Нг) разбивают на проходы по наименьшему числу их в одной из примыкающих зон. Обработку плоскости детали по спиралевидной траектории начинают в зоне А с наибольшим числом проходов, перемещая фрезы в зоны В и С. 1 з.п. ф-лы, 1 ил. S (Л
N
Изобретение относится к механической обработке металлов резанием, может быть использовано, преимущественно, при фрезеровании ограниченных участков поверхности заготовок сложных контуров торцом концевой фрезы на станках с программным управлением и является усовершенствованием изобретения по авт.св. № 965630.
Цель изобретения - повышение производительности при обработке деталей, ширина зоны которых, примыкающей к торцу ребра, меньше ширины зон, примыкающих к боковым сторонам по.следнего.
Цель достигается за счет выбора рациональной траектории перемещения центра фрезы, что позволяет исключить дополнительные врезания в зонах.
На чертеже представлена схема траектории перемещения фрезы.
Обрабатываемую плоскость, ограниченную контуром сложной формы с выступающим в полость элементом детали, например ребром жесткости, условно разделяют на примыкающие друг к друг зоны А, В и С, отличающиеся соответсвенно своей шириной Hj, H и И д. Самой узкой зоной является зона В, примыкающая по разные стороны к зонам А и С обрабатываемой плоскости, т.е. Н НЈ : Н-}. Зоны А и С разбивают на проходы (определяют число рабочих ходов) с шагом Р и Р-а,, максимально допустимым для каждой из них. Зону В как самую узкую по ширине Н, разбивают на проходы по наименьшему числу их в одной из примыкающих зон. В данном случае число рабочих ходов в зоне В равно числу рабочих ходов в зоне С.
Обработку плоскости детали ведут по спиралевидной траектории и начинают в зоне А с наибольшим числом проходов, перемещая фрезу диаметром Вф с подачей SQ, соответствующей фрезерованию паза, центром из точки 1 через точку 2 в точку 3. Из этой точки с подачей Sj , соответствующей фрезерованию уступа с глубиной, равной шагу Р, центр фрезы перемещают в точку 4. Для осуществления фрезерования в зонах В и С фрезу своим центром перемещают сподачей S. из точки 4 через точки 5 и 6 в точку 7. Из последней фрезу переме
5
0
5
0
5
0
5
0
5
щают в зоне С подачей 5 в точку 8 и на расстоянии шага Р $ в точку 9, из который с подачей 5г и шагом Р2 в точку 10, а затем осуществляют перемещение центром фрезы в зоне А с подачей S и -шагом Р через точки 11-13 в точку 14. Выполняя переход фрезы на траектории последнего прохода, центр фрезы перемещают с подачей S0 по радиусу-вектору 15, равному шагу Pg., в точку 16, осуществляя на нем коррекцию траектории последнего прохода вдоль всей боковой поверхности, ограничивающей обрабатываемую плоскость. Из точки 16 с подачей S фрезу перемешают по дуге окружности 17 с радиусом, равным шагу 2, и касательной к первому участку 18 траектории последнего прохода в направлении обработки боковой поверхности полости в точку 19. Зятем центр фрезы перемещают с той же подачей Sg в точку 20, с подачей 3„ через точки 21-23 до точки 24, с подачей S, до точки 25 и с подачей S через точки 26-29 в точку 19, в которой заканчивают обработку боковой поверхности полости детали. HJ точки 19 фрезу на ускоренном ходу отводят от ограничивающей плоскость боковой поверхности с контуром 30 центром по vre окружности 17 в точку 31, затем по участку прямой в направлении центра дуги окружности 17 в точку 32, производя на нем отмену коррекции .
Формула изобретения
| Способ обработки плоскостных деталей | 1980 |
|
SU965630A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
