Изобретение относится к сварке и касается раскисления наплавляемого металла я а счет состава электро-.
дов, используемых преимущественно для сварки ферритно-мартенситных, мартенситных и аустенитно-мартенсит3
ных нержавеющих сталей, а также указанных сталей со сталями других структурных классов.
Известно, что ударная вязкость материала является интегральной характеристикой, зависящей одновременно от его прочности и пластичности. Только ударная вязкость не может служить характеристикой сопротивляемости хрупкому разрушению.
В зависимости от структурного состояния и уровня прочности материала переход к хрупкому разрушению с понижением температуры может §ыть весьма резким или довольно плавным, В переходном районе температур также более или менее резко изменяется вид излома: волокнистый вязкий излом сменяется кристаллическим хрупким. В вязкой области доля волокнистого излома составляет 100%, в хрупкой -.0%.
Температура перехода к хрупкому разрушению разделяет температурную шкалу эксплуатации на две области: при температурах ниже критической изделие не может надежно эксплуатироваться при динамических нагрузках, а при температурах выше критической надежность эксплуатации резко возрастает.
Существуют два основных метода определения температуры перехода к хрупкому разрушению: по сериальным кривым ударной вязкости и по доле вязкой составляющей в изломе.
В связи с тем, что ударная вязкость явдяется интегральной характеристикой, у высокопрочных материалов вклад прочности в величину ударной вязкости может оказаться превалирующим. Таким образом, наиболее надежным методом определения температуры перехода к хрупкому разрушению сталей мартенситного, мартенситно- ферритного и мартенситно-аустенитно- го классов является метод определения доли вязкой составляющей в изломе, которая при температуре перехода должна составлять не менее 50% поверхности излома ударного образца, i
При этом температура перехода к
хрупкому разрушению (температура хрупко-вязкого перехода) Т.Ј0 определяется как минимальная температура, при которой количество вязкой составляющей в изломе ударного обраца составляет не менее 50%.
845344
Температура эксплуатации ряда сварных конструкций энергетических установок, работающих в условиях с знакопеременных циклических нагрузок (например, гидротурбин) может опускаться ниже 15-20°С. Надежная эксплуатация сварной конструкции в таких условиях может быть обеспечена по- Ю вышением сопротивляемости наплавленного металла хрупкому разрушению за счет снижения Т. ниже температуры эксплуатации.
Известно, что кислород, ухудшаю- 15 щий пластические свойства стали, содержится в металле преимущественно в виде.включений закиси железа. Для удаления растворенного кислорода в металл вводят элементы-раскислите- 20 ли, образующие нерастворимые в жидкой стали окислы.
При раскислении наплавленного металла, осуществляемом в процессе ручной дуговой сварки коррозионно- 25 стойкой стали мартенситного класса, заключающемся в одновременном введении раскислителей из стального стержня мартенситного класса и из известного покрытия рутилово-основного ви- 30 да, содержащего мрамор и окись хрома, не удается получить наплавленный металл с температурой хрупко- вязкого перехода ниже 15°С.
Отмеченный недостаток известного 35 способа объясняется неоптимальным ведением раскисления и наличием окиси яр ом а.
Исключение окиси хрома из покрытия приводит к некоторому снижению 40 Т 5-0 наплавленного металла. Однако фактическая величина в каждом конкретном случае зависит от случайного соотношения содержания раскислителей в стали стержня и мрамора и 45 раскислителей в покрытии, в связи с чем получить наплавленный металл со стабильным обеспечением T.ffo не выше 15 С при раскислении наплавляемого металла в процессе ручной дуговой 50 сварки электродом с известным п фы- тием не представляется возможным.
Целью изобретения является повышение стойкости против хрупкого разрушения наплавленного металла за гс счет стабильного обеспечения Т. ниже .
Одним из широко принятых методов оценки сродства различных элементов к кислороду является оценка по упругости диссоциации окислов. Давление кислорода в системе металл - кислород - окисел, находящейся в равновесии, называется упругостью диссоциации данного окисла и характеризует его прочность (сродство данного мета ла к кислороду). В силу малости абсолютных значений упругости диссоциации окислов металлов в технической литературе часто приводятся логариф- ,мы упругости диссоциации окислов.
Чем меньше упругость диссоциации окисла (чем более отрицательно значение ее логарифма) при данной температуре, тем он прочнее.
Температура, при которой оценива-1 пось сродство элементов-раскислите- лей к кислороду, выбрана равной 16ПО°С в связи с тем, что при этой . температуре завершаются металлургические реакции в сварочной ванне и, таким образом, эта температура определяет направление и полноту протекания реакций раскисления.
Установлено, что оптимальная фор- ла неметаллических включений при минимальном их количестве может быть достигнута при одновременном использовании сильных раскислителей (например, титан, алюминий, кальций) имеющих логарифм упругости диссоциации окислов при 1600 г меньше -15, и слабых раскислителей (например, кремний, марганец), имеющих логарифм диссоциации окислов при 1600 С больше -15. Логарифм упругости диссоциации равный -15 является границей, разделяющей сильные и слабые раскислители. При этом поставленная цель достигается при условии выбора суммарных количеств сильных и слабых раскислителей в соответствии с предлагаемым соотношением. За счет этого обеспечивается Тд наплавленного металла не выше
15°С.
При содержании раскислителей в покрытии и в стали стержня в предложенных количествах и в соответствии с приведенными в формуле соотношениями обеспечивается оптимальная (глобулярная) форма неметаллических включений при их минимальном количестве в наплавленном металле. Этим достига
Т,
требуемого повышение его сопротивляемости хрупкому разрушеется снижение температуры TJO наплавленного металла до уровня (ниже 15°С) и
0
5
0
нию при сохранении уровня механических свойств.
При отклонении содержания раскислителей в стали стержня и покрытия от предлагаемых значений и несоблюдении первого соотношения нарушается глобулярность неметаллических включений. При несоблюдении второго соотношения не обеспечивается оптимальная степень раскисления наплавленного металла. Все это приводит к повышению 1 наплавленного металла и снижению его сопротивляемости хрупкому разрушению.
Наряду или вместо ферромарганца в качестве раскислителя покрытие может содержать марганец металлический. При этом содержание марганца металлического следует уменьшать в .1,5-2,5 раза по сравнению с величиной, рассчитанной по соотношению (1).
Повышенное содержание раскислителей в стали стержня и покрытии электрода позволяет повысить содержание мрамора в покрытии до 15% без снижения свойств наплавленного металла и, тем самым, значительно улучшить физическую защиту сварочной ванны от вредного влияния воздушной атмосферы.
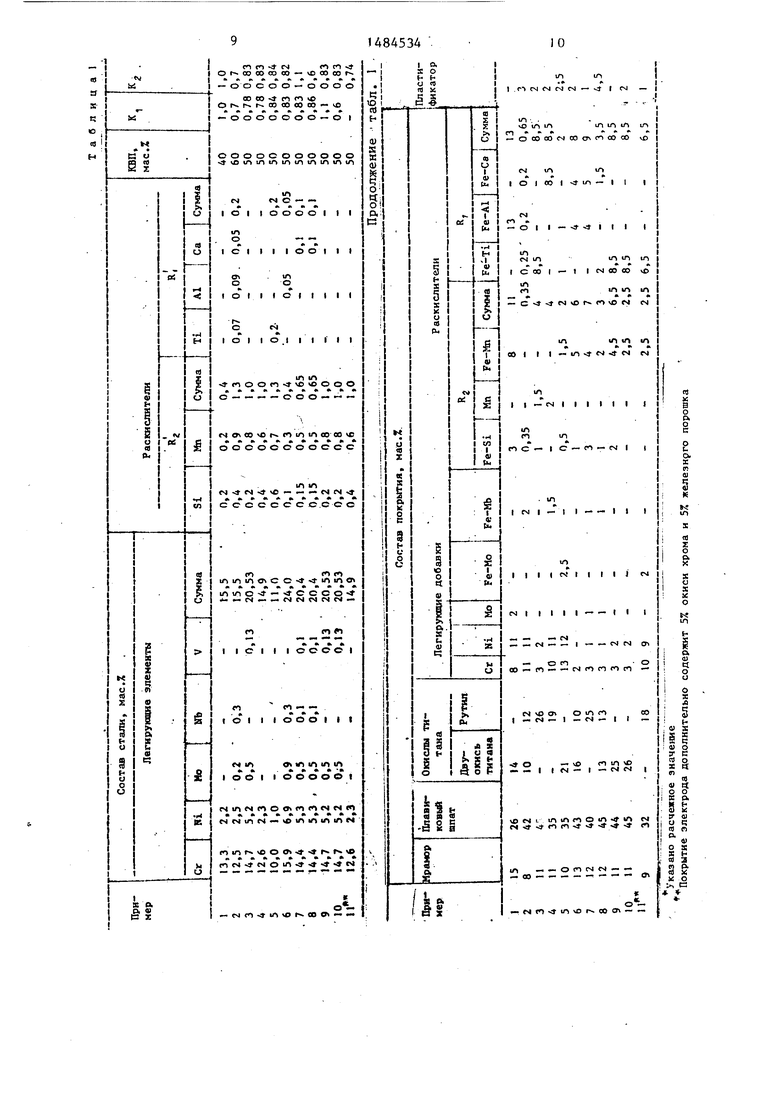
В табл.1 приведены составы стерже ня и покрытия, выполненные согласно предлагаемому способу.
Пример 1. Проводят расчет состава электрода с покрытией, содер- 0 жащим максимально допустимое количество мрамора и максимальное расчетное содержание раскислителей при КВП 40 мас.% и минимальном содержании раскислителей в стали стержня.
При содержании мрамора 15% соот5
0
5
0
g
ношение (2) для максимального содержания раскислителей 2 Rr имеет вид
42- т к
100 ZR (0,7Учитывая, что 2 R, 0 (табл.1) суммарное количество раскислителей
( в покрытии составляет 2. К, 13%.
Далее по соотношению (1) общее содержание раскислителей в покрытии с
учетом содержания раскислителей в стали стержня
-гоо-.13-- ;
Так Как Ј R, 0,4, содержание раскислителей Ј Кд в покрытии составляет
1Р.°.
1,1 40
(,.« U 100
1,3 - 1,1
0,4) - 11%.
Аналогично рассчитывают и осталь- ные примеры в табл.1.
Коэффициент К, в примере 11 не задается, так как соотношение (1) не может быть применено для расчета состава известного покрытия, так как это соотношение получают из условия, что в составе покрытия электрода основным окислителем является мрамор, в то время как в составе известного покрытия обязательно присутствует окись хрома, являющаяся сильным окислителем.
Электроды изготавливают на стержнях диаметром 4,0 мм на лабораторном электродообмазочном прессе высокого давления. Сварные соединения выполняют на пластинах толщиной 30 мм из стали 01Х14Н5М. Для определения механических свойств наплавленного металла используют образцы типа II, для испытаний на ударный изгиб (для определения ) - образцы типа IX по ГОСТ 6996-66.
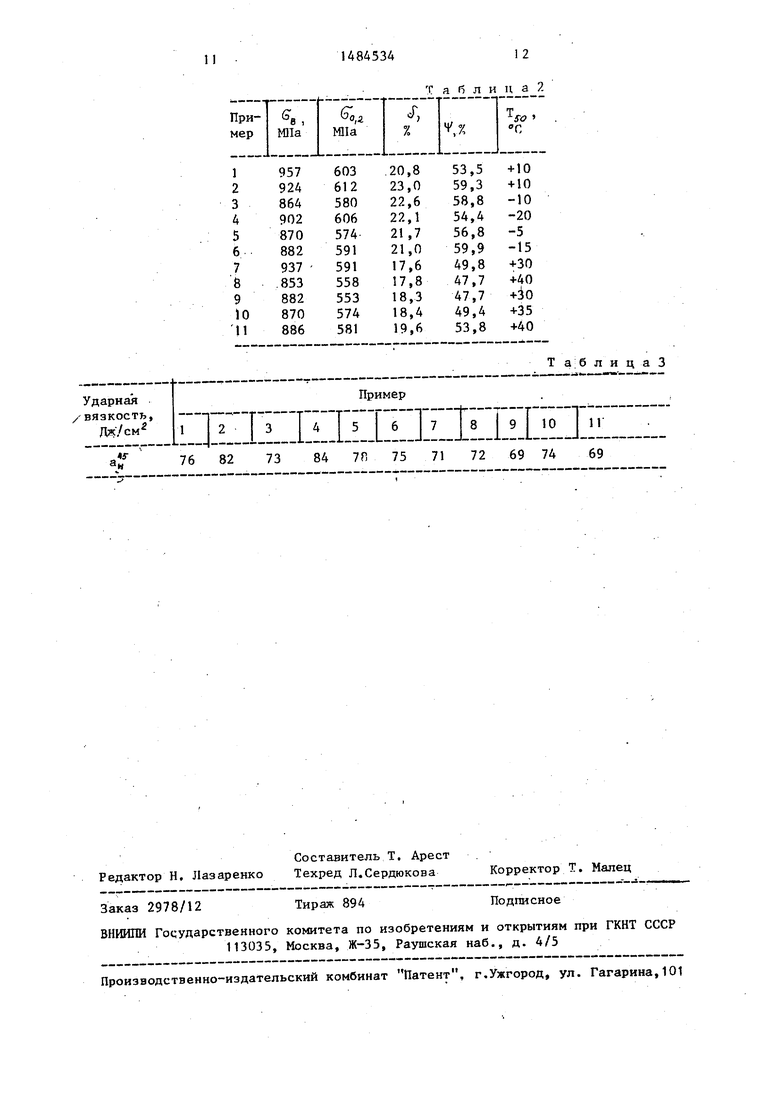
В табл.2 приведет механические свойства и металла, наплавленного согласно предлагаемому способу раскисления.
В табл.3 дана ударная вязкость при 20°С металла, наплавленного предлагаемым способом.
Как показывают результаты, приведенные в табл.2 и 3, предлагаемый способ позволяет получить наплавленный металл, обладающий T.g-0 ниже 15°С при сохранении уровня механических свойств.
Таким образом, способ раскисления позволяет получать наплавленный металл, обладающий более высокой сопротивляемостью хрупкому разрушению при сохранении уровня механических свойств.
Формула изо б.р е т е н и я
Способ раскисления наплавляемого металла при ручной дуговой сварке коррозионно-стойкой стали мартенсит ного класса, включающий одновременное введение в сварочную ванну раскислителей из стержня, выполненного из стали мартенситного класса, и из покрытия рутилово-основного вида, содержащего мрамор, отличающийся тем, что, с целью повышения стойкости против хрупкого разрушения наплавленного металла за счет стабильного обеспечения Tso ниже 15 С, упомянутые раскислители вводят в количествах, определяемых из соотношений
и
100
(КВП)(КВП)
ЈR2 - к fo(T
ЮКДЛ1, - 1,1 J RЈ, (1)
ЈR
где ) - суммарное количество в покрытии ферросплавов элементов-раскислителей, логарифм упругости диссоциации свободных окислов которых меньше -15 при 1600°С;
- суммарное количество в
стали стержня элементов- раскислителей, логарифм упругости диссоциации свободных окислов которых меньше -15-при 1600 С - суммарное количество в
покрытии ферросплавов элементов-раскислителей, гарифм упругости диссоциации свободных окислов которых больше -15 при 1600°С;
ZR - суммарное количество в
стали стержня элементов- раскислителей, логарифм упругости диссоциации сво- бодных окислов которых больше -15 при 1600°С; К( - коэффициент, равный 0,71,0;
КВП - коэффициент покрытия, мае.%,
ZV,5ZRj-KtiSi.
причем (КВП)
Too
(0,7М + 2,5),(2)
где М - содержание мрамора в покрытии, 8-15 мас.%;
к.,р 0.
Указано расчетное значение
Покрытие электрода дополнительно содержит 5% окиси хрома и 5% желеэнрго порошка
Таблица.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия для сварки сталей | 1983 |
|
SU1242322A1 |
| Электрод для сварки | 1988 |
|
SU1586886A1 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
| Электрод для сварки низколегированной стали | 1989 |
|
SU1666285A1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| Состав электродного покрытия | 1980 |
|
SU933337A1 |
| Состав электродного покрытия | 1991 |
|
SU1776527A1 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
| СОСТАВ ПОКРЫТИЯ ЭЛЕКТРОДОВ | 1999 |
|
RU2155657C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |
Изобретение касается сварки, а именно вопросов раскисления наплавляемого металла при ручной электродуговой сварке путем введения определенного количества раскислителей в покрытие и стержень. Цель изобретения - повышение стойкости наплавленного металла против хрупкого разрушения. При ручной дуговой сварке коррозионно-стойкой стали мартенситного класса осуществляют одновременное введение в сварочную ванну раскислителей из стержня, выполненного из стали мартенситного класса, и из покрытия рутилово-основного вида, содержащего мрамор. Упомянутые раскислители вводят в количествах, определяемых из соотношений: 1,1 (КВП)ΣR2/100 - K1(КВП)ΣR1/100=10K1ΣR1-1,1ΣR2: где ΣR1 - суммарное количество в покрытии ферросплавов элементов - раскислителей, логарифм упругости диссоциации свободных окислов которых меньше - 15 при температуре 1600°С
ΣR1 - суммарное количество в стали стержня элементов - раскислителей, логарифм упругости диссоциации свободных окислов которых меньше - 15 при температуре 1600°С
ΣR2 - суммарное количество в покрытии ферросплавов элементов - раскислителей, логарифм упругости диссоциации свободных окислов которых больше - 15 при температуре 1600°С
ΣR2 - суммарное количество в стали стержня элементов - раскислителей, логарифм упругости диссоциации свободных окислов которых больше - 15 при температуре 1600°С
К1 - коэффициент, равный 0,7-1,0
КВП - коэффициент веса покрытия, мас.%
(КВП)ΣR1/100+15ΣR1=К2(КВП)(0,7М+2,5)/100, где М -сод.мрамор, К2 = 0,7-1. Способ позволяет установить стабильную температуру перехода к хрупкому разрушению Т50 ниже 15°С. 3 табл.
Редактор Н. Лазаренко
Составитель Т. Арест Техред Л.Сердюкова
Заказ 2978/12
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г,Ужгород, ул. Гагарина,101
Корректор Т. Малец
Подписное
| Каховский Н.И., Фартутаный В.Г., Ющенко К.А | |||
| Электродуговая сварка сталей | |||
| Справочник | |||
| - Киев: Наукова думка, 1979, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Состав электродного покрытия для сварки сталей | 1983 |
|
SU1242322A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
