Изобретение относится к машиностроению, может быть использовано для подачи деталей в технологическое оборудование различного назначения ,в условиях ГАП и является усовершенствованием изобретения по авт. св. № 1430229.
Цель изобретения - сокращение вспомогательного времени на перена- ладку кассеты.
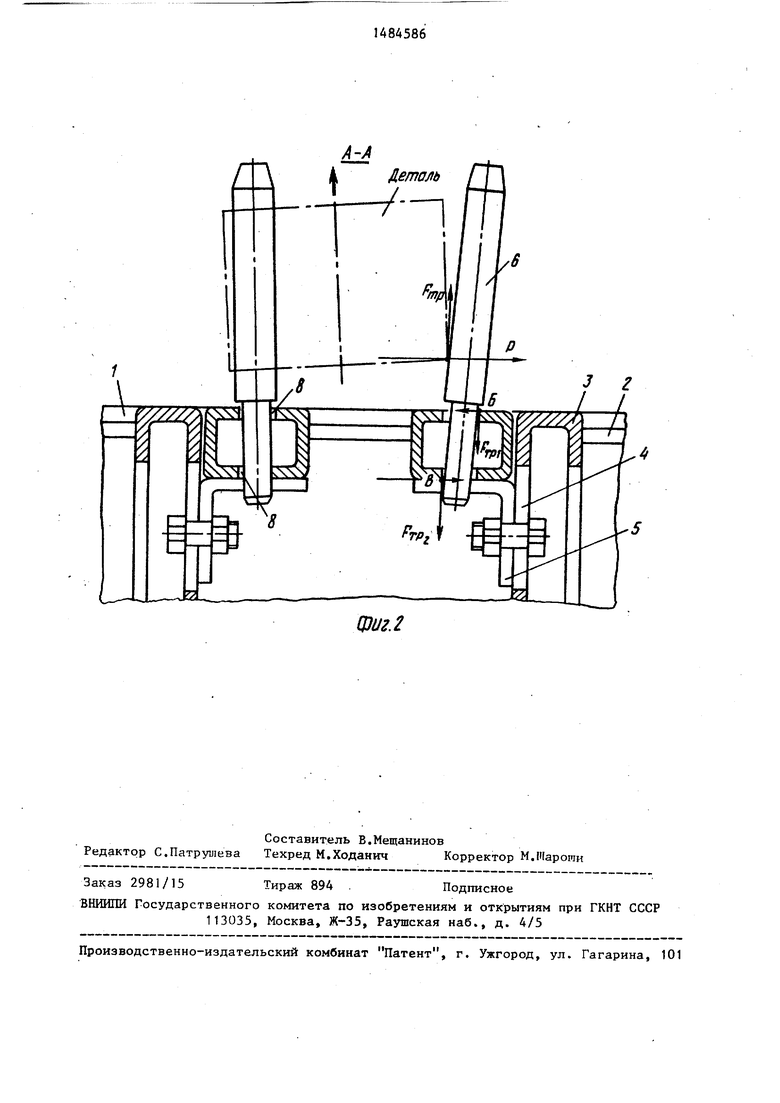
На фиг.1 изображена кассета, общий вид; на фиг.2 - сечение А-А на фиг.1.
Кассета для размещения.деталей содержит корпус 1 с направляющими 2, пластины 3, установленные в направляющих 2 с возможностью регулировочного перемещения для изменения взаимного положения и снабженные пазами 4 для размещения базирующих элементов. Последние выполнены в виде планок 5, закрепленных в пазах 4, пластин 3 и стержней 6, образующих гнезда 7 для размещения деталей. Планки 5 имеют трубчатую форму и снабжены отверстиями 8 для размещения в них стержней 6 свободно (с зазором). Стержни 6 двух смежных пластин 3 смещены на полшага для фикса- ции деталей в их гнездах 7 по трем точкам и возможного их захвата трех- губчатым схватом робота.
Устройство работает следующим образом.
Стержни 6 устанавливаются в отверстиях 8 планок 5 в зависимости от выбранного количества деталей в ряду, а расстояние между гнездами 7, обра- зованными парами смежных пластин 3, обуславливается шагом перемещения кассеты в зоне ее загрузки (выгрузки деталями. Из-за смещения отверстий ,8 в смежных планках 5 на полшага
5 0
5
0
5
(-), размещение стержней 6 в каждой .
паре планок 5 производится по трем отверстиям 8 путем их свободной перестановки. Указанное размещение стержней 6 позволяет фиксирЪвать в гнездах 7 кассеты детали небольших типоразмеров по диаметру и использовать для их захвата трехгубчатым схватом робота. После соответствующего размещения стержней в каждой планке 5 производится сближение (раздвижение) двух смежных пластин 3 путем их перемещения по направляющим и фиксации в пазовых отверстиях корпуса 1. Фиксация пластин 3 производится при касании стержнями 6 деталей шаблонов) , размещенных на планках 5,
Для расположения в кассете деталей различной длины на одном заданном уровне планки 5 трубчатой формы сдвигаются вверх (вниз) по пазам 4 пластин 3 и фиксируются на заданной высоте.
Трубчатая форма планок 5 и размещение в их отверстиях 8 стержней 6 с зазором позволяет в условиях мелкосерийного производства ускорить переналадку кассет. Выскакиванию стержней 6 при извлечении деталей из гнезд кассеты роботом препятствуют силы трения, возникающие в точках А и В (фиг.2), где (FT + FTPii) FTf , F-fn-.. i FIT. F-j-f,
а и з
ffP 5
Фор
TP4
мул
- силы трения. обретения
Кассета по авт. св. № 1430229, отличающаяся тем, что, с целью сокращения вспомогательного времени на переналадку, планки базирующих элементов выполнены трубчатой формы, причем стержни одной планки смещены относительно другой на полшага и установлены свободно.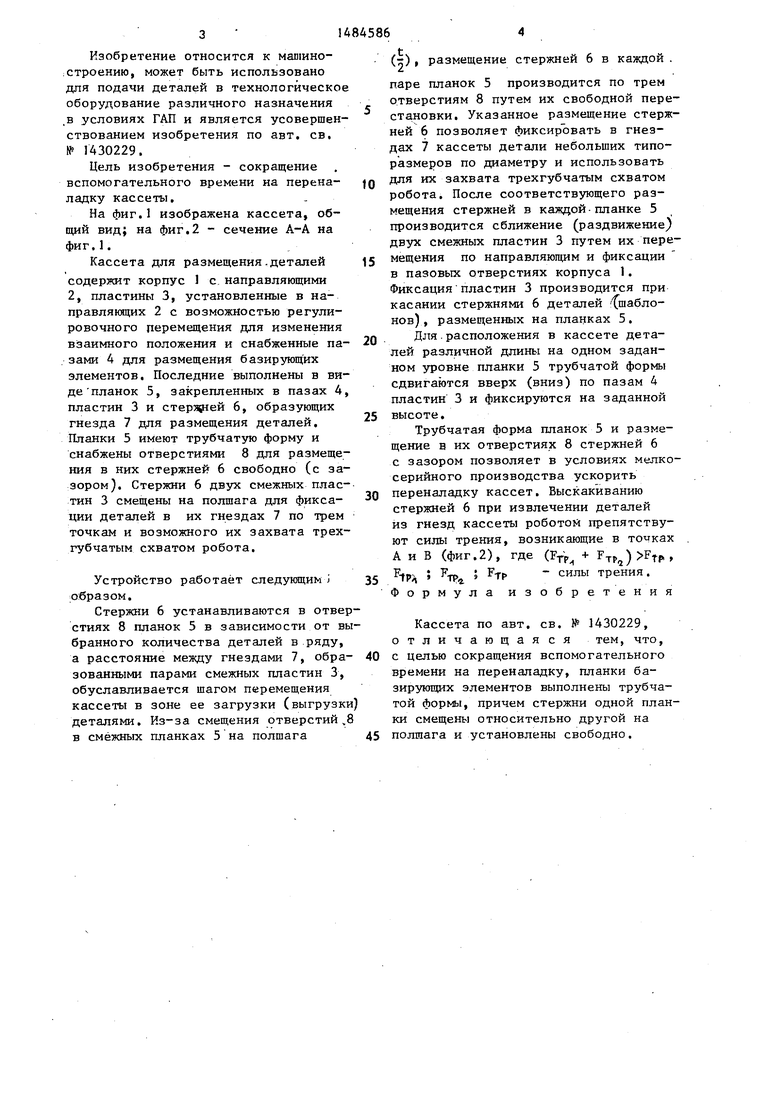
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для групповой пайки выводов высоковольтных приборов | 1990 |
|
SU1780953A1 |
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Групповой схват промышленного робота | 1988 |
|
SU1535714A1 |
| Кассета для размещения деталей | 1986 |
|
SU1430229A1 |
| Переналаживаемая кассета для деталей | 1989 |
|
SU1685847A1 |
| Кассета для деталей | 1987 |
|
SU1495060A1 |
| Кассета для деталей | 1986 |
|
SU1400962A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Кассета для размещения деталей | 1988 |
|
SU1588647A1 |
Изобретение относится к машиностроению и может быть использовано для подачи деталей в технологическое оборудовааие различного назначения в условиях ГАП. целью изобретения является сокращение вспомогательного времени напереналадку кассеты. В кассете пластины 3 устанавливаются на направляющих 2 корпуса 1 с возможностью регулировочного перемещения. В пазах пластин 3 закрепляются планки 5 базирующих элементов, имеющие возможность регулировки по высоте. Стержни 6, образующие гнезда для размещения деталей, установлены в отверстиях 8 планок 5 с зазором. Для исключения выпадания стержней 6 при вынимании деталей схватом робота планки выполнены трубчатой формы. При размещении в гнездах деталей небольших типоразмеров по диаметру отверстия 8 в каждой паре планок 5 под стержни 6 смещены относительно друг друга на полшага для формирования гнезд для размещения деталей тремя стержнями 6. Настройка кассеет на задний типоразмер деталей вначале производится путем переставки стержней 6 по отверстиям 8 планок 5 для формирования гнезд под детали, а затем - путем смещения смежных пластин 3 по направляющим 2 корпуса 1. Для сохранения положения деталей на заданном уровне в кассете для различных типоразмеров по длине планки 5 со стержнями 6 попарно поднимаются, опускаются на пластинах 3. 2 ил.
Фиг. 2
| Кассета для размещения деталей | 1986 |
|
SU1430229A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
