металлорежуп1их станков с числовым программршм управлением в составе робототехнологических комплексов или гибких производственных систем с ис- польэопанием промышленного робота. Цель изобретения - повышение надежности и точности фиксации деталей различт1х типоразмеров. В раме образованы направляющие, в которых с возможностью относительного перемещения установлены плита 4 и дополнительная плита 6, в которых имеются гнезда, выполненные в виде сквозных симметричных отверстий 5 и 7 одинаковой формы. Причем отверстия 7 перекрывают отверстия 5. Опорную площадку устанавливают на высоте, соответствующей высотеобрабатываемой детали. Путем относительного перемещения плит 4 и 6 совмещают отверстия 5 и 7 и получают наибольгаее раскрывание гнезд, в одно из которых устанавливают деталь. Затем плиты 4 и 6 перемещают одну относительно другой до тех пор, пока кромки отверстий не охватят деталь с допусти14)1м зазором, и в этом положении фиксируют плиты 4 и 6. При этом все гнезда оказываются точно выставленными в осях по роботу. Кассета готова к эксплуатации. Изобретение позволяет обеспечить надежность и точность фиксации деталей различных типоразмеров. 4 ил.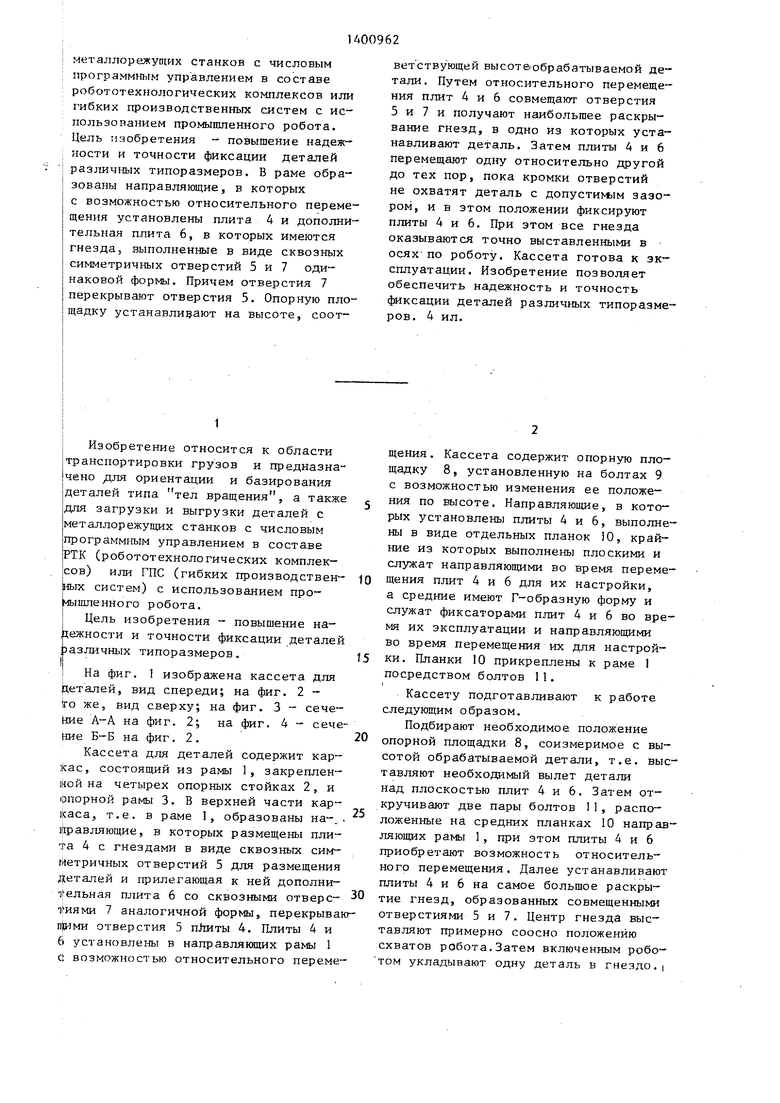

| название | год | авторы | номер документа |
|---|---|---|---|
| Робототехнологический комплекс | 1988 |
|
SU1616802A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Переналаживаемая кассета для деталей | 1989 |
|
SU1685847A1 |
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1172672A1 |
| Робототехнологический комплекс | 1987 |
|
SU1509227A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
| Загрузочное устройство | 1986 |
|
SU1459894A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННЫХ БЛОКОВ БЛОЧНЫХ ИЛИ БЛОЧНО-СЕКЦИОННЫХ ТЕПЛООБМЕННЫХ АППАРАТОВ ТИПА РЕГЕНЕРАТИВНЫХ ВОЗДУХОПОДОГРЕВАТЕЛЕЙ | 2004 |
|
RU2252852C1 |
Изобретение относится к транс портироке грузов и предназначено для ориентации и базирования деталей типа тел вращения, а также для загрузки и выгрузки деталей с А (Л С
I1
I Изобретение относится к области I транспортировки грузов и предназначено для ориентации и базирования деталей типа тел вращения, а также для загрузки и выгрузки деталей с металлорежущих станков с числовым программным управлением в составе РТК (робототехнологических комплексов) или ГПС (гибких производствен- ных систем) с использованием про- ышлeннoгo робота.
Цель изобретения - повышение надежности и точности фиксации деталей ;эазличных типоразмеров.
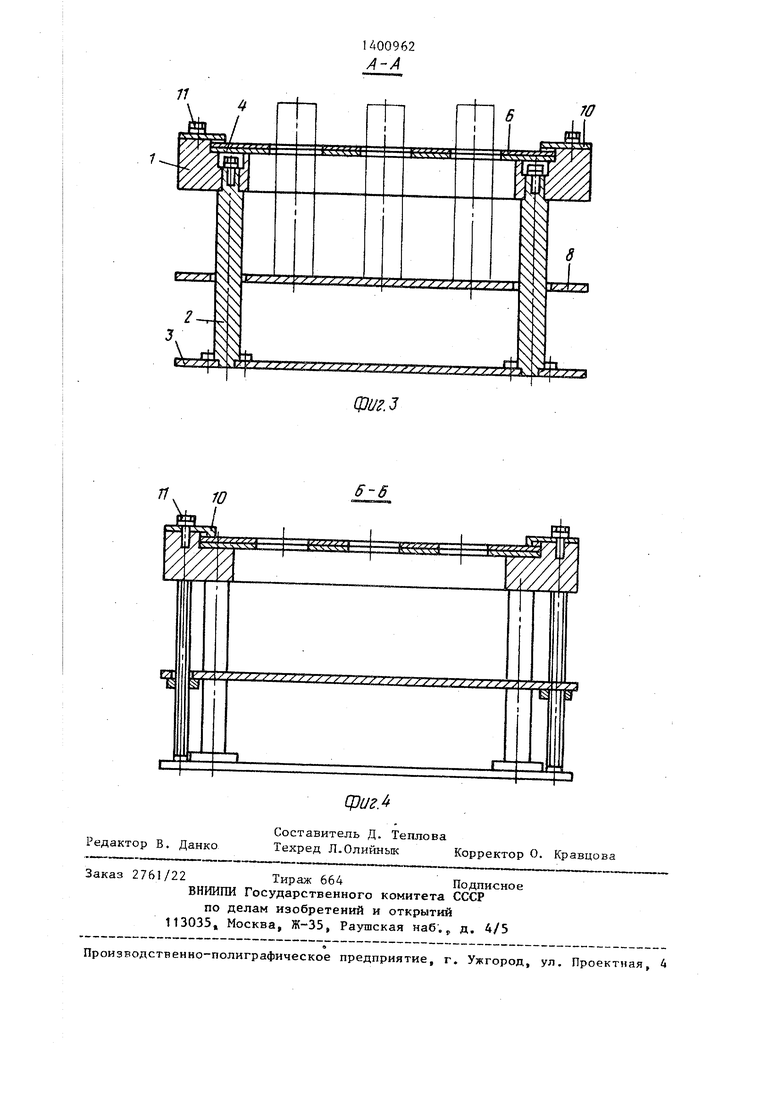
На фиг. 1 изображена кассета для .|5еталей,, вид спереди; на фиг. 2 - iro же, вид сверху; на фиг. 3 - сече- Иие А-А на фиг. 2; на фиг. 4 - сече йие Б-Б на фиг. 2.
Кассета для деталей содержит каркас, состоящий из рамы 1, закреплен- 1КОЙ на четырех опорных стойках 2 , и опорной рамы 3. В верхней части каркаса, т.е. в раме 1, образованы на-. ;1 равляющие, в которых размещены плита 4 с гнездами в виде сквозных симметричных отверстий 5 для размещения Деталей и прилегающая к ней дополнительная плита 6 со сквозными отверс- 7 аналогичной формы, перекрыва п|1ими отверстия 5 пЛиты 4. Плиты 4 и 6 установлены в направлянлцих рамы 1 с; возможностью относительного перемещения. Кассета содержит опорную площадку 8, установленную на болтах 9 с возможностью изменения ее положения по высоте. Направляющие, в которых установлены плиты 4 и 6, выполнены в виде отдельных планок 10, крайние из которых выполнены плоскими и служат направляющими во время перемещения плит 4 и 6 для их настройки, а средние имеют Г-образную форму и служат фиксаторами плит 4 и 6 во время их эксплуатации и направляющими во время перемещения их для настройки. Планки 10 прикреплены к раме 1
посредством болтов 11.
I
Кассету подготавливают к работе следующим образом.
Подбирают необходимое положение опорной площадки 8, соизмеримое с высотой обрабатываемой детали, т.е. выставляют необходимый вылет детали над плоскостью плит 4 и 6. Затем откручивают две пары болтов 11, расположенные на средних планках 10 направляющих рамы 1, при этом плиты 4 и 6 приобретают возможность относительного перемещения. Далее устанавливают плиты 4 и 6 на самое большое раскрытие гнезд, образованных совмещенными отверстиями 5 и 7. Центр гнезда выставляют примерно соосно положению схватов робота.Затем включенным робо- том укладывают одну деталь в гнездо.i
14
Деталь точно ориентирована роботом. Далее охватывают положение детали кромками отверстий 5 и 7 плит 4 и 6 с допустим 1м необходи№||м зазором.
Все гнезда оказываются одновременно точно выставленными в осях по роботу Затем закручивают болты 11. Кассета готова к эксплуатации. Переналадка кассеты на работу с .деталями; других диаметров заключается в открытии и закрытии гнезд соответствующему размеру детали. Кассета может быть снабже- на дополнительной сменной парой плит, содержащих большее количество отверстий для более мелких деталей,. что позволит уве.пичить загрузку деталей кассеты.
Изобретение позволяет повысить надежность и точность фиксации де- талей различных типоразмеров.
с
ормула изобретения
Кассета для деталей, содержащая каркас, плиту с гнездами в виде сквозных симметричных отверстий для размещения деталей и опорную площадку, установленную с возможнбстью изменения ее положения по высоте, отличающая ся тем, что, с целью повышения надежности и точности фиксации деталей различных-типоразмеров, кассета снабжена прилегающей к плите дополнительной плитой со сквозными отверстиями аналогичной формы, перекрывающими отверстия плиты, при этом в верхней части каркаса образованы направляющие, а плиты установлены в них с
возможность относительного перемещения.
фиг.1
| Многофункциональная кассета | 1985 |
|
SU1244036A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| W | |||
