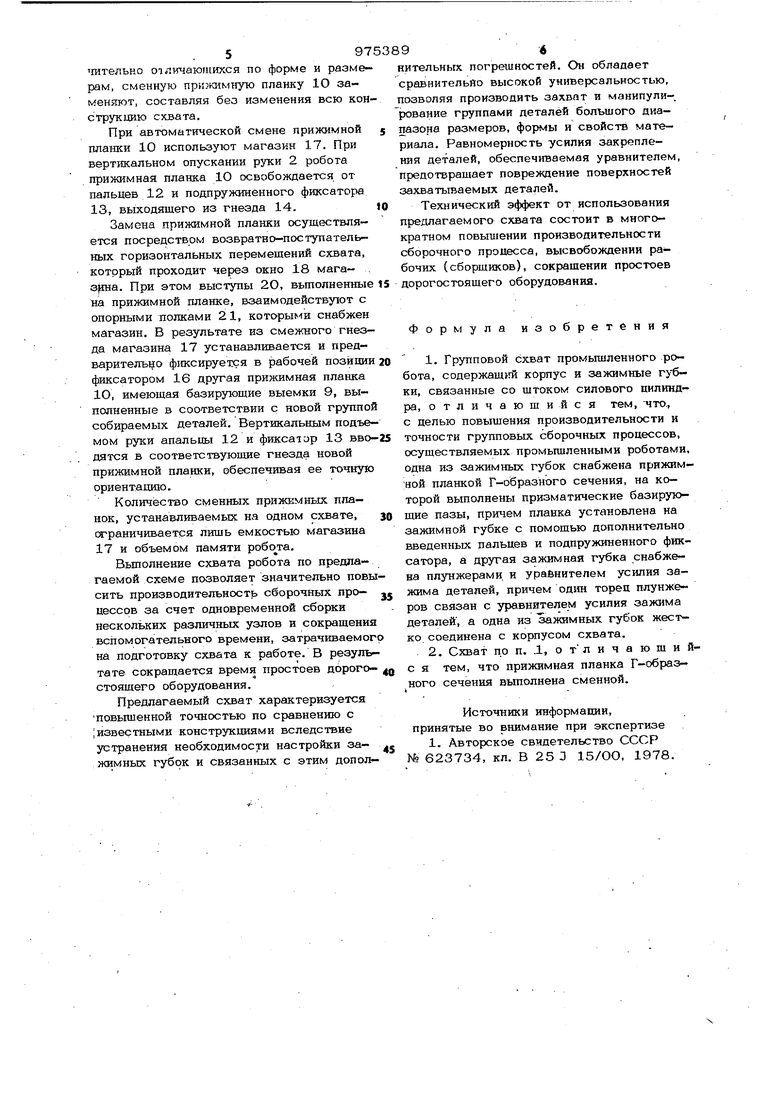
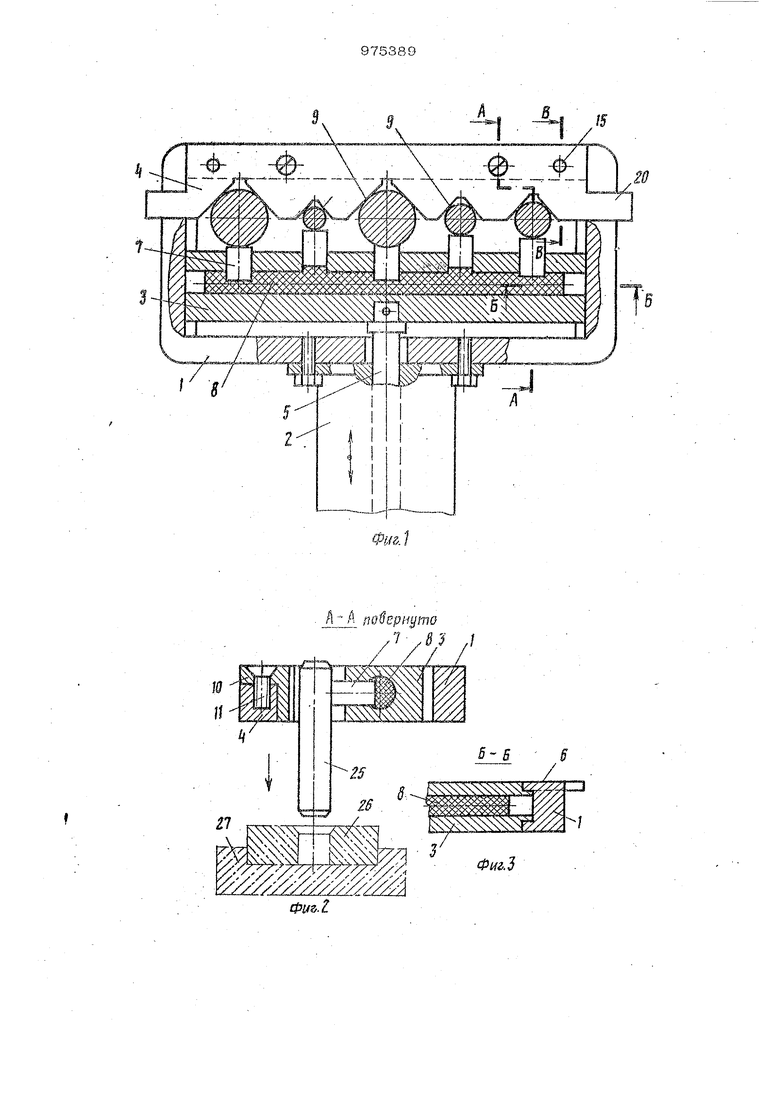
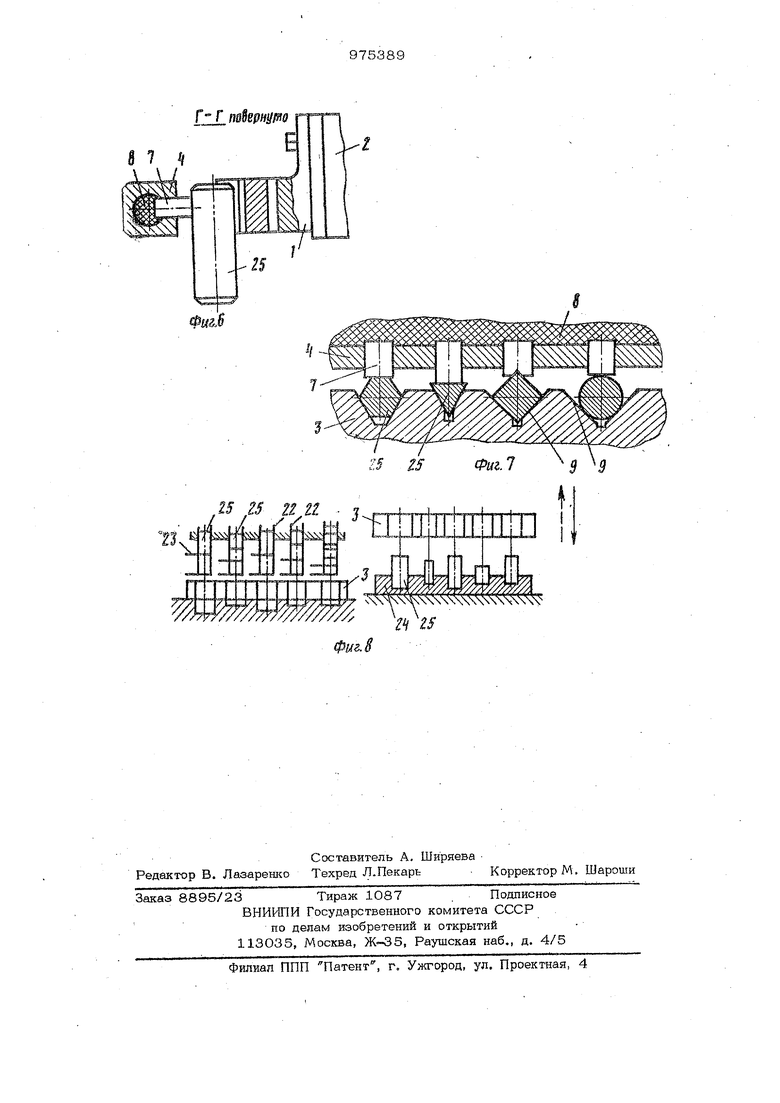
(54) ГРУППОВОЙ ОХВАТ/ПРОМЫШЛЕННОГО 1г Изобретение относится к робототехнике, а именно к промышленным роботам, и мажет найти применение в отраслях маши ностроения и приборостроения при автоматизации групповой сборки и механообработки. Известен схват манипулятора, содержа щий зажимные губки, связанные со штоком силового цилиндра и смонтированные на корпусе с возможностью их параллельной сходимости, причем настройка на раз- мёр захватываемой детали производится перестановкой подвижных в осевом направ лении губок 1 . Недостатками известного схвата тля- ются невозможность одновременного зажН ма группы деталей из-за колебания размеров деталей в партии, а также необходимость ручной настройки губок на размер захватываемых деталей, что ведет к большим потерям, рабочего времени промышленного робота. Цель изобретения - повышение производительности и точности групповых сбоРОБОТАрочных процессов, осуществляемых промышленными роботами. Эта цель достигается тем, что одна из зажимных губок снабжена прижимной планкой Г-образного сечения, на которой выполнены призматические базирующие па- зы, причем планка установлена на зажимной губке с помощью дополнительно введенных, пальцев и подпружиненного фиксатора, а друтай зажимная губка снабжена плунжерами и уравнителем усилия зажима деталей, причем один торец плунжеров связан с уравнителем усилия зажима, а одна из .зажимных губок жестко соединена с корпусом схвата. Кроме того, прияшмная планка Г-образного сечения выполнена сменной. На фиг. 1 показан групповой схват, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг, 4 - разрез Б-В на фиг. 1; на фиг. 5 приведено другое возможное конс- руктйвное исполнение схвата; на фиг. б разрез на фиг. 5; на фиг. 7 показаны 3975 примеры профилей поперечного сечения возможной группы деталей; на фиг. 8 схемы (а и б) загрузки схвата деталями. Групповой сзсват промышленного робота содержит корпус 1, жестко закрепленный . на руке 2 робота, подвижную зажимную губку 3 и относительно неподвижную губ- ку 4, закрепленную на корпусе. Подвижная зажимная губка 3 связана со штоком 5 силового цилиндра руки 2 робота и установлена с возможностью перемещения по направляющим 6, выполненным в виде паза (фиг. 1) или,цилиндрических скалок (фиг. 5), за счет которых губки точно взаимно ориентированы относительно одна другой, В подвижной губке-3 в направлении захватываемых деталей выполнены от- верстия, в которых установлены подвижные плунжеры 7, .сопряженные одним своим торцом с захватываемыми деталями, а другим торцом взаимодействующие с урав- нителем 8 усилия захвата, например гид- ропластмассой, заполняющей замкнутую . полость, выполненную в подвижной губке 3 В качестве уравнителя 8 усилия захвата может быть использован также набор мелких твердых сферических тел, например стальных шариков, В последнем случае снижаются точностные требования к изго- товлению и появляется возможность исполъ зования схвата, при повьпненных температурах окружающей среды (сборка с нагревом). В неподвижной губке выполнены: призматические базирующие выемки 9 (пазы), соответствующие по размерам и конфигурации группе одновременно захватываемых деталей. Указанные базирующие выемки могут быть выполнены на сменной прижимной планке 10, имеющей Г-образнь1Й профиль поперечного сечения, которая крепится к губке с помощью винтов 11. При автоматизированной замене планки самим роботом (согласно управляющей программы) пленку устанавливают на губку посредством двух пальцев 12, закрепленных вертикально в губке схвата и свободно входящих в отверстия, выполненные в планке, а также подпружиненного горизонтально расположенного фиксатора 13, взаимодействующего с гнездом 14, выполненным в прижимной планке Ю, Планка 10 снабжена также фиксирующими гнездами . 15, посредством которых она удерживается фиксаторами 16 магазина 17 сменных прижимных планок. В магазине вьшолнены .окна 18 и 19, обеспечивающие доступ схвата к сменной прилшмной планке, взаи- 4 модействующей своими выступами 20 .с опорными полками 21, которыми снабжен магазин. Для загрузки схвата деталями применяются трубчатые лотки 22 с отсекате- лями деталей 23, приводимыми в действие самим схватом, или кассета 24 с заранее ориентированными деталями. Сборка группы деталей 25 с ответными деталями 26 производится в сборочном приспособлении 27, .схематично показанном на фиг. 2. . Работа схвата осуществляется следующим образом. Группа собираемых -деталей 26 подается в загрузочную позицию в предварительно ориентированном виде за счет лотков 22 или кассеты 24.. Под действием штока 5 подвижная за кимная губка .3 схвата отводится на некоторое расстояние от неподвижной губ- ки 4, обеспечивая доступ деталей в схват, и схват переносится рукой робота в загрузочную ПОЗИЦИЮ для приема группы собираемых деталей 25. При этом, если питание схвата производится из кассеты 24, то детали 25 вводятся в схват при его опускании. При включении силового цилиндра руки 2 .на зажим -шток 5 перемещает подвиж- ную губку 3 в направлении неподвижной губки 4 по направ-ляющим 6, что сопровождается базированием деталей в призматических выемках 9 и закреплением их плунжерами 7, обеспечивающими одновременное и равномерное усилие благодаря уравнителю усилия 8. Плунжеры 7 самоустанавливаются относительно де талей, имеющих определенный разброс размеров в партии, за счет своей подвижности в осевом направлении и упругих свойств уравнителя 8. После захвата группы деталей 25 схват рукой робота- переносится,в сборочную позицию, где в приспособлении 27 установлены базовые.детали 26, и осуществляет их точную взаимную ориентацию. Затем подви к 1ая губка 3 вновь несколько отводится .от неподвижной губки 4 и происходит сборка группы деталей 25 и 26. В зависимости от характера сопряже ния (с гарантированным эззором или натягом)сборка осуществляется самим схватом или посредством дополнительных устройств. При сборке группы узлов, содержащих более двух деталей,- а также дателей, знаштельно отличающихся по форме и разме рам, сменную прй/кимную планку Ю заменяют, составляя без изменения всю кон струкцию схвата. При автоматической смене прижимной планки 10 используют магазин 17. При вертикальном опускании руки 2 робота прижимная планка 10 освобождается от пальцев 12 и подпружиненного фиксатора 13, выходящего из гнезда 14. Замена прижимной планки осуществляется посредством возвратно-поступательных горизонтальных перемещений схвата, который проходит через окно 18 магазрна. При этом выступы 2О, вьшолненные на прижимной планке, взаимодействуют с опорными полками 2 1, кoтopы fи снабжен магазин. В результате из смежного гнезда магазина 17 устанавливается и пред- варителы ЕО фиксируется в рабочей позйхши фиксатором 16 другая прижимная планка 1О, имеющая базирующие выемки 9, выполненные в соответствии с новой группо собираемых деталей. Вертикальным подъе мом руки апальцы 12 и фиксатор 13 вво дятся в соответствующие гнезда новой прижимной планки, обеспечивая ее точную ориентацию. Количество сменных прижимных планок, устанавливаемых, на одном схвате, сграничивается лишь емкостью магазина 17 и объемом памяти , Вьшолнение схвата робота по предлагаемой схеме позволяет значительно повы сить производительность сборочных процессов за счет одновременной сборки нескольких различных узлов и сокращения вспомогательного времени, затрачиваемог на подготовку схвата к работе. В результате сокращается время простоев дорогостоящего оборудования. Предлагаемый схват характеризуется повьпиенной точностью по сравнению с ; известными конструкциями вследствие устранения необходимости настройки зажимных губок и связанных с этим допол- нительных погрешностей. Он обладает сравнительйо высокой универсальностью, позволяя производить захват и манипули-. рование группами деталей большого диапазона размеров, фор)мы и свойств материала. Равномерность усилия закрепления деталей, обеспеч геаемая уравнителем, предотвращает повреждение поверхностей захватьшаемых деталей. Технический эффект от использования предлагаемого схвата состоит в многократном повышении производительности сборочного процесса, высвобождении рабочих (сборщиков), сокращении простоев дорогостоящего оборудования. Формула изобретения 1.Групповой схват промьпиленного робота, содержащ1гй корпус и зажимные губки, связанные со штоком силового цилиндра, отличающийся тем, что., с целью повышения производительности и точности групповых сборочных процессов, осуществляемых промьпиленными роботами, одна из зажимнъЕС губок снабжена прижим;иой планкой Г-образного сечения, на которой выполнены призматические базирующие пазы, причем планка установлена на зажимной губке с помощью дополнительно введенных пальцев и подпружиненного фиксатора, а другая зажимная губка снабжена плунжерами и урабнитепем усилия зажима деталей, причем один торец плунже ров связан с уравнителем усилия зажима деталей , а одна из зажимных губок жестко соединена с корпусом схвата. 2.Схват цо п. J., о т л и ч а ю щ и йс я тем, что прижимная планка Г-образного сечения вьшолнена сменной. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 623734, кл. В 25 3 15/ОО, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Групповой схват | 1985 |
|
SU1311926A1 |
| Групповой схват промышленного робота | 1988 |
|
SU1535714A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| Автоматический сборочный комплекс | 1987 |
|
SU1521545A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
| Схват | 1981 |
|
SU960007A1 |
| Многопозиционный захват промышленного робота | 1987 |
|
SU1491701A1 |
| Групповой схват | 1986 |
|
SU1333576A1 |
| Устройство автоматической смены губок схвата промышленного робота | 1988 |
|
SU1803320A1 |
| Захватное устройство | 1986 |
|
SU1473943A1 |
повернуто
/5
, /
0 Z5 ZS II 11 / J. t Ш
ТТГПТГ
%ig ia±7-
.Л..
/ is z§ zs |.,-т4-.
