Изобретение относится к робото- технике, а именно к захватным устройствам промышленных роботов для одновременного захвата группы из нескольких деталей.
Целью иарбретения является сни- жение энергоемкости и повышение производительности схвата в работе.
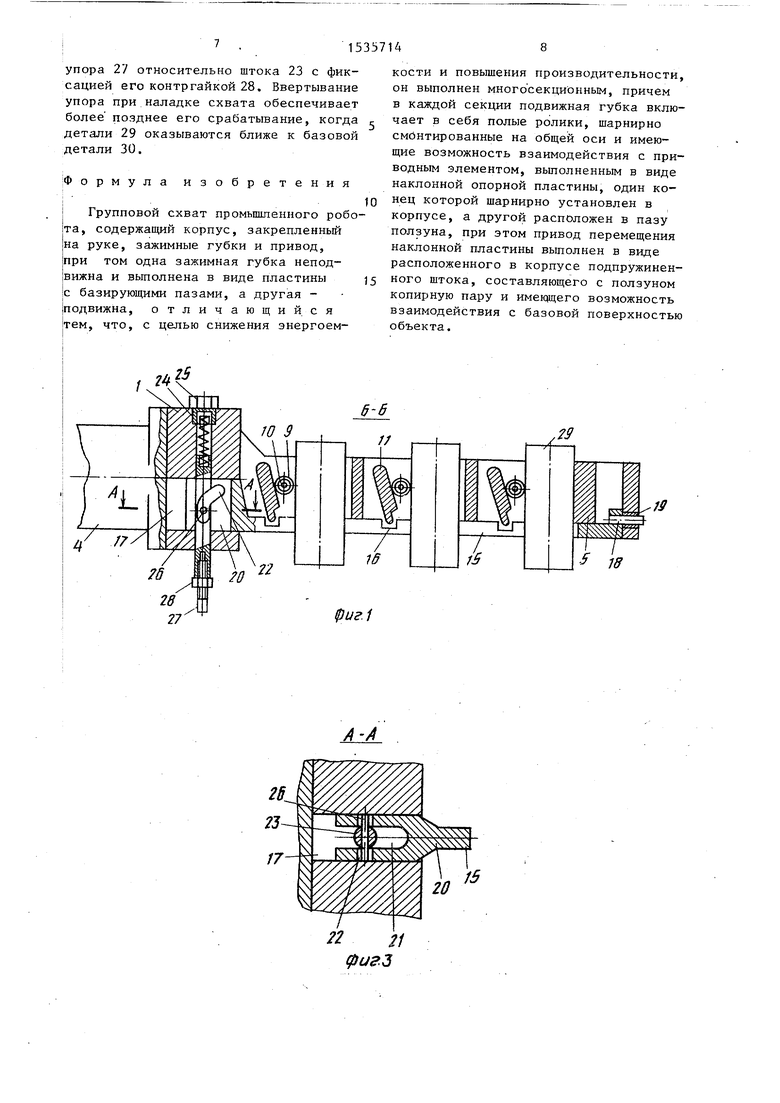
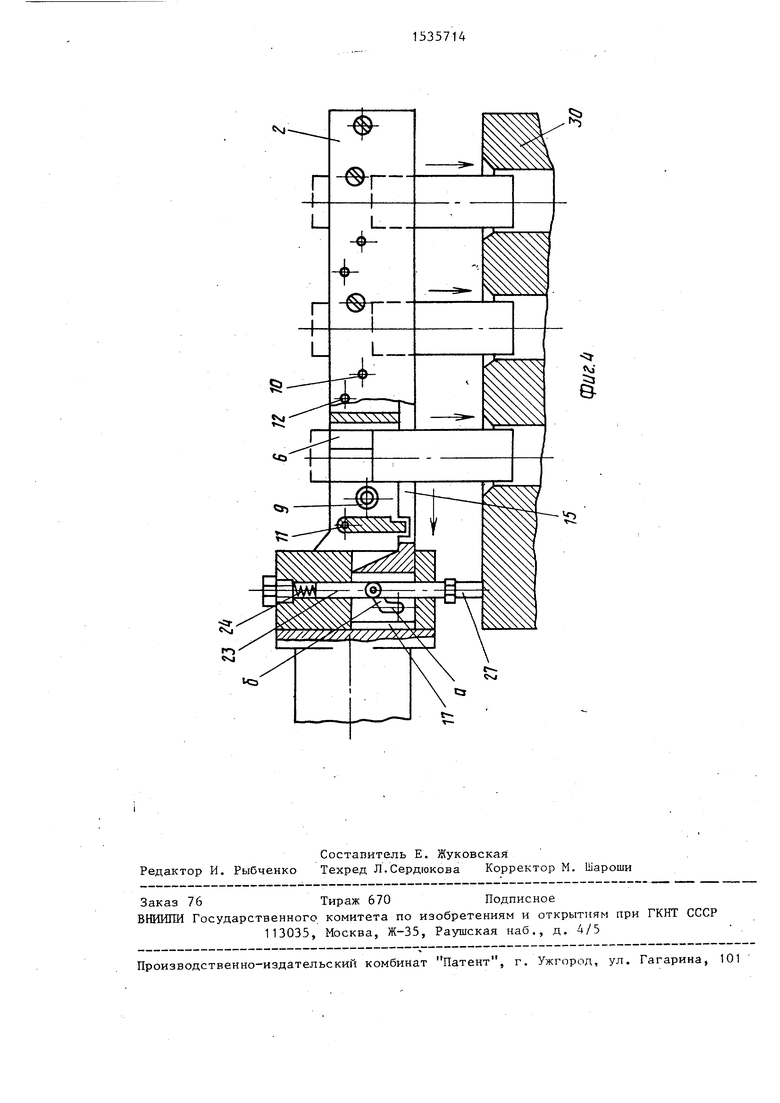
На фиг. 1 изображен предлагаемый групповой схват промышленного робота продольный разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - элементы схвата при срабатывании на разжим деталей.
Схват промышленного робота содержит корпус 1 с жестко прикрепленными к нему двумя дополнительными боковыми планками 2 и торцовой планкой 3, который закреплен на руке 4 робота. Схват имеет неподвиж- ные зажимные губки, выполненные в виде пластин 5 с базирующими захватывающими детали призматическими пазами 6. Пластины рядами, параллельно друг другу, закреплены в пазах 7 бок вых планок 2 корпуса с помощью винто 8. Схват имеет подвижные зажимные губки, по количеству соответствующие числу неподвижных губок, выполненных в виде полых роликов 9, установлен- ных на единой оси 10 и имеющих возмоность взаимодействия с наклонными пластинами 11, посредством осей 12 шарнирно закрепленными в боковых плаках корпуса. Между роликами на осях помещены втулки 13, а между роликами и корпусом - втулки 14, имеющие плоские торцы и диаметр, меньший, диаметра ролков 9.
5
0
5
0
о 5 Q с
ti рабочем положении опорные пластины установлены под углом заклинивания роликов, равным 3-5°. В корпусе параллельно боковым планкам установлен ползун 15, выполненный в виде рейки с пазами 16, выполненными с равномерным шагом по длине рейки, В пазы 16 входят концы опорных пластин, противоположные осям, на которых они закреплены в корпусе. Ползун установлен в направляющем пазу 17 корпуса схвата. Рейка ползуна оснащена фиксатором 18, входящим во втулку 19, запрессованную в торцовую планку корпуса. Со стороны направляющего паза рейка выполнена в виде вилки 20 с плоскими наружными направляющими поверхностями центральной прорезью 21 и сквозным копирным пазом 22, имеющим вертикальный а и наклонный б участки (см. фиг. 4). Вилка своей прорезью охватывает шток 23, установленный с возможностью осевого перемещения в отверстии корпуса, подпружиненный относительно него пружиной 24, опирающейся на винт 25, ввернутый в корпус. В штоке закреплен штиф 26, проходящий через копирный паз рейки. Кроме того, шток 23 выполнен выступающим за нижнюю плоскость корпуса и снабжен регулируемым по резьбе упором 27 и контргайкой 28.
Неподвижные зажимные губки выполнены быстросъемными и имеют размеры и профиль призматических пазов, соответствующие размерам захватываемых деталей 29.
В исходном положении захватываемые детали располагаются в кассете с зазорами по гнездам, а после пере5
носа их роботом в позицию разгрузки устанавливаются, например, в общую базовую деталь 30.
Предлагаемьй групповой схват работает следующим образом.
В позиции загрузки схват рукой 4 робота опускается в направлении группы деталей 29, находящихся в кассете согласно управляющей программе. При этом опорные пластины 11 находятся в наклонном положении, так как шток 23 под действием пружины 24 смещен в крайнее нижнее положение и благодаря перемению штифта 26 из наклонного участка б в вертикальный участок а копирного паза 22 рейка ползуна 1Ь сдвинута в крайнее правое положение, где находится н запертом состоя нии. Таким образом, наклонные опорны пластины 11, ползун 13 вместе с корпусом 1, его боковыми планками 2 и торцовой планкой 3 образуют жесткую замкнутую конструкцию.
По мере опускания схвата упор 27 штока 23 проходит мимо кассеты, не касаясь ее, а детали 29, находящиеся кассете входят в просвет между призматическими пазами 6 неподвижных за- жимных губок - пластин 5 и полыми роликами 9, которые при этом слегка проворачиваются на осях 10, благодаря креплению на них с достаточно большим зазором. Этому не препятству- ют наклонные опорные пластины 11 , так как движение роликов происходит в направлении увепичення угла наклона. Детали входят в схват на заданную длину захвата.
После опускания схвата включается программируемое перемещение его на подъем дпя чаъвата деталей. Захват осуществляется благодаря взаимодействию полых роликов 9с наклонными от рными пластинами 11, на которых оси заканчиваются под действием веса деталей 29, стремящихся соскользнут}, пдоль призматических пазов 6 пластин э, по которым они в этом случае панируются. Каждая из деталей стремится провернуть ролик 9, но уже н обратном направлении. Однако теперь вращение ролика происходит в f сужения, т.е. уменьшения vi ы иль тона пластины 11, что вызывает ьи ччшвание роликом
каждой дета
яазированием ее
по призма пик ( чму пазу 6. Чем боль7146
ше усилие, прилагаемое к детали для извлечения ее из схвата, тем больше становится усилие прижима ее роликом к неподвижной зажимной губке, возрастает нормальная составляющая усилия и, в конечном счете, сила трения по стенкам базирующего призматического паза, благодаря которой детали удерживаются в процессе переноса роботом в позицию разгрузки схвата.
Так как ролики 9 разделены втулками 13, каждый из них зажимает деталь независимо от других с одинаковым усилием, величина которого определяется лишь весом детали и не зависит от допуска на диаметр. Это позволяет захватывать всю группу деталей, диаметральные размеры которых колеблются в пределах допуска. В то же время втулки 13 не взаимодействуют с опорными пластинами, так как их диаметры меньше диаметров роликов 9.
По окончании переноса группы деталей в позицию разгрузки схват опускается до касания упора 27 о поверхность базовой детали 30, в которую необходимо установить детали 29 (либо плиты многоместного приспособления и т.п..). Дальнейшее движение в указанном направлении приводит к утапливанию штока 23 внутрь корпуса сопровождающемуся сжатием пружины 24 При этом штифт 26 движется вверх, переходит из вертикального участка а копирного паза 22 в его наклонный участок б, смещая при дальнейшем перемещении ползун 15 влево. Опорные пластины 11, взаимодействуя с пазами 16 рейки ползуна, поворачиваются вокруг осей 12 и занимают вертикальное (или отрицательное наклонное) положение. Благодаря этому ролики 9 более не удерживают детали 29 свободно проворачиваются на осях 10, а детали, к этому моменту достигшие торца базовой детали 30, под собственным весом выходят из схвата и западают в отверстия базовой детали.
При повторении рабочего цикла схва уходит вверх, освобождается шток 23, возвращаемый пружиной 24 в исходное нижнее положение, а опорные пластины 11 занимают рабочее наклонное положение при воздействии штифта 26 на стенки копирного паза 22.
Время срабатывания схвата на раз жим деталей регулируется положением
упора 27 относительно штока 23 с фиксацией его контргайкой 28. Ввертывание упора при наладке схвата обеспечивает более позднее его срабатывание, когда детали 29 оказываются ближе к базовой детали 30.
Формула изобретения
Групповой схват промышленного робота, содержащий корпус, закрепленный на руке, зажимные губки и привод, при том одна зажимная губка неподвижна и выполнена в виде пластины 15 с базирующими пазами, а другая - подвижна, отличающийся тем, что, с целью снижения энергоем
5
кости и повышения производительности, он выполнен многосекционным, причем в каждой секции подвижная губка включает в себя полые ролики, шарнирно смонтированные на общей оси и имеющие возможность взаимодействия с приводным элементом, выполненным в виде наклонной опорной пластины, один конец которой шарнирно установлен в корпусе, а другой расположен в пазу ползуна, при этом привод перемещения наклонной пластины выполнен в виде расположенного в корпусе подпружиненного штока, составляющего с ползуном копирную пару и имеющего возможность взаимодействия с базовой поверхностью объекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Схват промышленного робота | 1980 |
|
SU931467A1 |
| Устройство для перемещения деталей от пресса | 1986 |
|
SU1388161A1 |
| Гибкий производственный модуль | 1988 |
|
SU1673395A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
| Захватное устройство | 1989 |
|
SU1708603A1 |
| Схват манипулятора | 1983 |
|
SU1202864A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1983 |
|
SU1184590A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
Изобретение относится к робототехнике, а именно к захватным устройствам промышленных роботов для одновременного захвата группы из нескольких деталей, и позволяет снизить энергоемкость и повысить производительность. Схват состоит из нескольких секций, а зажимные губки выполнены в виде полых роликов 11, установленных на единой оси 12 и имеющих возможность взаимодействия с наклонными опорными пластинами 9, шарнирно закрепленными в боковых планках. В рабочем положении опорные пластины установлены под углом 3 - 5°. В корпусе установлен ползун, взаимодействующий пазами с концами опорных пластин. Неподвижные зажимные губки выполнены быстросъемными и имеют размеры и профиль призматических пазов, соответствующие размерам захватываемых деталей 29, образующих в своей совокупности группу по технологическому назначению. В исходном положении захватываемые детали располагаются в кассете с зазорами по гнездам, а после переноса их роботом в позицию разгрузки устанавливаются, например, в общую базовую деталь. 4 ил.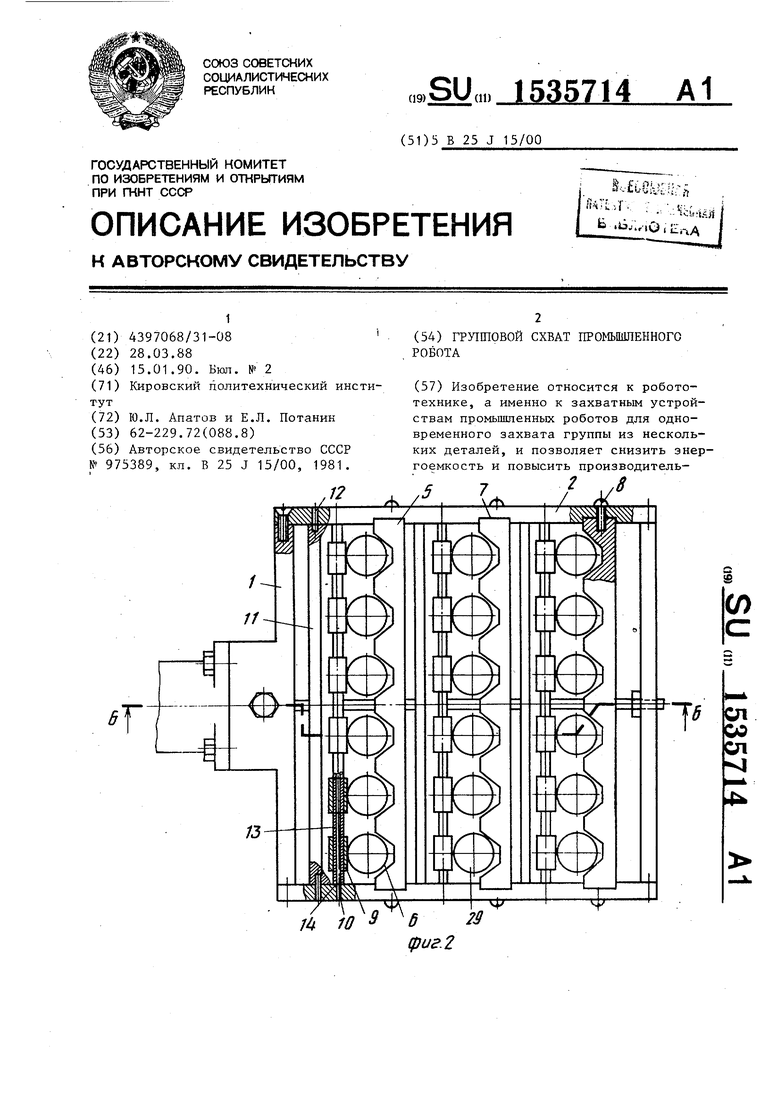
6-6
29
фиг1
фигЗ
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
