Изобретение относится к машиностроению, а именно к конструкциям кассет для размещения деталей, и может быть использовано прК автоматизации металлообработки на стенках с ЧПУ, обслуживаемых роботами, и в гибких производственных системах для ориентированного хранения и транспортирования изделий и заготовок.
Цель изобретения - расщирение диапазона размеров размещаемых деталей.
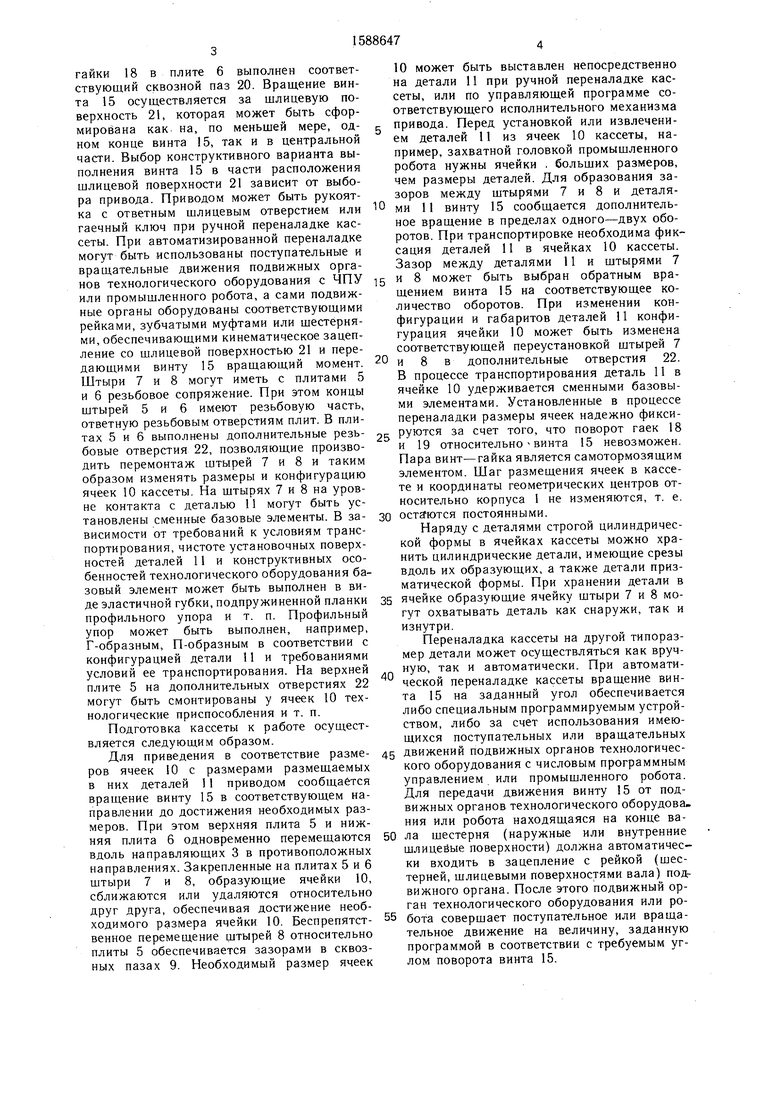
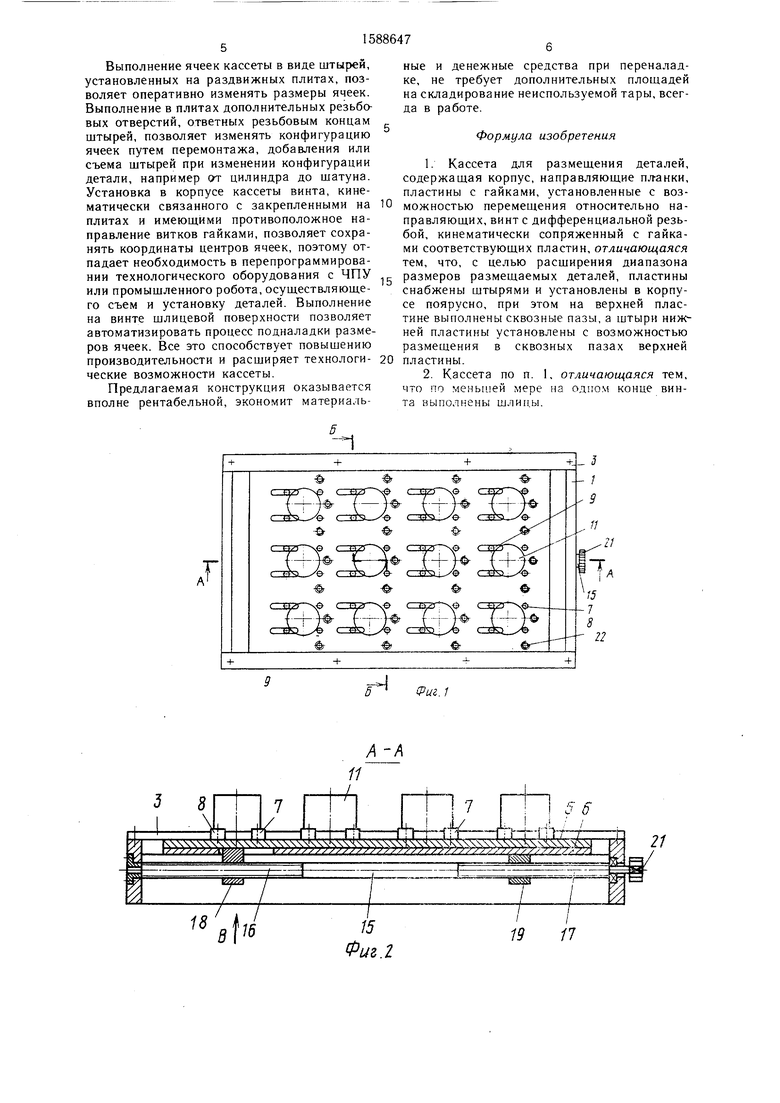
На фиг. 1 показаны кассеты для размещения деталей, общий зид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - варианты размещения деталей различной конфигурации в ячейках кассеты; на фиг. .6 - узел I на фиг. 3; на фиг. 7 - крепление штыря в плите.
Кассета для размещения деталей содержит корпус 1 прямоугольной формы, на внутренних боковых стенках 2 которого размещены направляющие 3. Направляющие 3 могут быть выполнены, например, в виде привертных планок 4. Таким образом, йаправляю- щие 3 обеспечивают скол зжсние или качение по ним поярусно установленных п.пит 5 и 6. На верхней плите 5 смонтированы короткие штыри 7, на нижней плите 6 -- длинные итыри 8, которые вых.дя на один уровень с короткими штырями 7 через сквозные пазы 9, выполненные в верхней плите 5. При этом смежные короткие 7 и длинные 8 штыри образуют ячейку 10 для размещения в ней одной или нескольких деталей II. Штыри 7 и 8 устанавливаются в выполненные в плитах 5 и 6 резьбовые отверстия 12. Для этого на торцовых поверхностях штырей 7 и 8 имеются шлицы 13, а на противоположных концах - резьбовые поверхности 14. В корпусе 1 установлен дифференциальный винт 15, имеющий резьбовые участки 16 и 17 с различным направлением витков. Резьбовые участки 16 и 17 сопряжены соотпетственно с гайками 18 и 19, которые жестко смонтированы на соответствующих плитах 5 и 6. При этом для беспрепятственного перемещения
СП
00 00 05
гайки 18 в плите 6 выполнен соответствующий сквозной паз 20. Вращение винта 15 осуществляется за шлицевую поверхность 21, которая может быть сформирована как. на, по меньшей мере, одном конце винта 15, так и в центральной части. Выбор конструктивного варианта выполнения винта 15 в части расположения щлицевой поверхности 21 зависит от выбора привода. Приводом может быть рукоятка с ответным щлицевым отверстием или гаечный ключ при ручной переналадке кассеты. При автоматизированной переналадке могут быть использованы поступательные и вращательные движения подвижных органов технологического оборудования с ЧПУ или промыщленного робота, а сами подвижные органы оборудованы соответствующими рейками, зубчатыми муфтами или шестернями, обеспечивающими кинематическое зацепление со шлицевой поверхностью 21 и передающими винту 15 вращающий момент. Штыри 7 и 8 могут иметь с плитами 5 и 6 резьбовое сопряжение. При этом концы штырей 5 и 6 имеют резьбовую часть, ответную резьбовым отверстиям плит. В плитах 5 и 6 выполнены дополнительные резьбовые отверстия 22, позволяющие производить перемонтаж щтырей 7 и 8 и таким образом изменять размеры и конфигурацию ячеек 10 кассеты. На штырях 7 и 8 на уровне контакта с деталью 11 могут быть установлены сменные базовые элементы. В зависимости от требований к условиям транспортирования, чистоте установочных поверхностей деталей 11 и конструктивных особенностей технологического оборудования базовый элемент может быть выполнен в виде эластичной губки, подпружиненной планки профильного упора и т. п. Профильный упор может быть выполнен, например, Г-образным, П-образным в соответствии с конфигурацией детали 11 и требованиями условий ее транспортирования. На верхней плите 5 на дополнительных отверстиях 22 могут быть смонтированы у ячеек 10 технологические приспособления и т. п.
Подготовка кассеты к работе осуществляется следующим образом.
Для приведения в соответствие размеров ячеек 10 с размерами размещаемых в них деталей 11 приводом сообщается вращение винту 15 в соответствующем направлении до достижения необходимых размеров. При этом верхняя плита 5 и нижняя плита 6 одновременно перемещаются вдоль направляющих 3 в противоположных направлениях. Закрепленные на плитах 5 и 6 штыри 7 и 8, образующие ячейки 10, сближаются или удаляются относительно друг друга, обеспечивая достижение необходимого размера ячейки 10. Беспрепятственное перемещение щтырей 8 относительно плиты 5 обеспечивается зазорами в сквозных пазах 9. Необходимый размер ячеек
10 может быть выставлен непосредственно на детали 11 при ручной переналадке кассеты, или по управляющей программе соответствующего исполнительного механизма привода. Перед установкой или извлечени- ем деталей 11 из ячеек 10 кассеты, например, захватной головкой промыщленного робота нужны ячейки . больших размеров, чем размеры деталей. Для образования зазоров между штырями 7 и 8 и деталя- ми 11 винту 15 сообщается дополнительное вращение в пределах одного-двух оборотов. При транспортировке необходима фиксация деталей 11 в ячейках 10 кассеты. Зазор между деталями 11 и штырями 7 5 и 8 может быть выбран обратным вращением винта 15 на соответствующее количество оборотов. При изменении конфигурации и габаритов деталей И конфигурация ячейки 10 может быть изменена соответствующей переустановкой штырей 7 0 и 8 в дополнительные отверстия 22. В процессе транспортирования деталь 11 в ячейке 10 удерживается сменными базовыми элементами. Установленные в процессе переналадки размеры ячеек надежно фиксируются за счет того, что поворот гаек 18 и 19 относительно - винта 15 невозможен. Пара винт-гайка является самотормозящим элементом. Шаг размещения ячеек в кассете и координаты геометрических центров относительно корпуса 1 не изменяются, т. е. 0 остаются постоянными.
Наряду с деталями строгой цилиндрической формы в ячейках кассеты можно хранить цилиндрические детали, имеющие срезы вдоль их образующих, а также детали призматической формы. При хранении детали в 35 ячейке образующие ячейку штыри 7 и 8 могут охватывать деталь как снаружи, так и изнутри.
Переналадка кассеты на другой типоразмер детали может осуществляться как вручную, так и автоматически. При автомати- ческой переналадке кассеты вращение винта 15 на заданный угол обеспечиваетс я либо специальным программируемым устройством, либо за счет использования имеющихся поступательных или вращательных 45 движений подвижных органов технологического оборудования с числовым программным управлением или промыщленного робота. Для передачи движения винту 15 от подвижных органов технологического оборудова. ния или робота находящаяся на конце ва- 50 ла щестерня (наружные или внутренние шлицебые поверхности) должна автоматически входить в зацепление с рейкой (шестерней, шлицевыми поверхностями вала) подвижного органа. После этого подвижный орган технологического оборудования или ро- 55 бота совершает поступательное или вращательное движение на величину, заданную программой в соответствии с требуемым углом поворота винта 15.
Выполнение ячеек кассеты в виде штырей, установленных на раздвижных плитах, позволяет оперативно изменять размеры ячеек. Выполнение в плитах дополнительных резьбовых отверстий, ответных резьбовым концам штырей, позволяет изменять конфигурацию ячеек путем перемонтажа, добавления или съема штырей при изменении конфигурации детали, например сгг цилиндра до шатуна. Установка в корпусе кассеты винта, кинематически связанного с закрепленными на плитах и имеюшими противоположное направление витков гайками, позволяет сохранять координаты центров ячеек, поэтому отпадает необходимость в перепрограммирова10
ные и денежные средства при переналадке, не требует дополнительных площадей на складирование неиспользуемой тары, всегда в работе.
Формула изобретения
1. Кассета для размещения деталей, содержащая корпус, направляющие пл-анки, пластины с гайками, установленные с возможностью перемещения относительно направляющих, винт с дифференциальной резьбой, кинематически сопряженный с гайками соответствующих пластин, отличающаяся тем, что, с целью расширения диапазона
НИИ технологического оборудования с ЧПУ размеров размещаемых деталей, пластины
или промышленного робота, осушествляюще-снабжены штырями и установлены в корпуго съем и установку деталей. Выполнениесе поярусно, при на винте шлицевой поверхности позволяет автоматизировать процесс подналадки размеров ячеек. Все это способствует повышению
производительности и расширяет технологи-20 пластины.
ческие возможности кассеты.2. Кассета по п. 1, отличающаяся тем.
Предлагаемая конструкция оказываетсячто по меньшей мере на од юм конце винвполне рентабельной, экономит материаль-та выполнены шлицы.
се поярусно, при этом на верхней пластине выполнены сквозные пазы, а штыри нижней пластины установлены с возможностью размещения в сквозных пазах верхней
ные и денежные средства при переналадке, не требует дополнительных площадей на складирование неиспользуемой тары, всегда в работе.
Формула изобретения
1. Кассета для размещения деталей, содержащая корпус, направляющие пл-анки, пластины с гайками, установленные с возможностью перемещения относительно направляющих, винт с дифференциальной резьбой, кинематически сопряженный с гайками соответствующих пластин, отличающаяся тем, что, с целью расширения диапазона
размеров размещаемых деталей, пластины
се поярусно, при
се поярусно, при этом на верхней пластине выполнены сквозные пазы, а штыри нижней пластины установлены с возможностью размещения в сквозных пазах верхней
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для размещения деталей | 1989 |
|
SU1666381A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Накопитель деталей | 1978 |
|
SU837759A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| СПОСОБ ОБМЕНА ГРУЗАМИ, УСТРОЙСТВО ОБМЕНА ГРУЗАМИ, СПОСОБ ФОРМИРОВАНИЯ ГРУЗОНЕСУЩЕЙ ПОВЕРХНОСТИ НАКОПИТЕЛЯ И ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА НА ИХ ОСНОВЕ | 2011 |
|
RU2486045C1 |
| Поворотный стол для подачи кассет с деталями к роботу | 1989 |
|
SU1792775A1 |
| Загрузочное устройство | 1986 |
|
SU1459894A1 |
| Накопитель деталей | 1987 |
|
SU1484587A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
Изобретение относится к машиностроению и может быть использовано при транспортировании и размещении деталей. Цель изобретения - расширение диапазона размеров размещаемых деталей. Кассета содержит корпус 1, направляющие планки 3 пластины, установленные поярусно с возможностью перемещения относительно направляющих, винт 15 с дифференциальной резьбой, кинематически сопряженный с гайками, установленными на соответствующих пластинах. Пластины снабжены штырями 7,8, а на верхней пластине выполнены сквозные пазы 9, штыри нижней пластины установлены с возможностью размещения в сквозных пазах 9 верхней пластины. По меньшей мере на одном конце винта 15 могут быть выполнены шлицы 21. 1 з.п. ф-лы, 7 ил.
iPi/г. /
19 17
Б-В
Фиг.З
13 5 6 Ю 7
Фиг. 5
I
Вид В
20 8
7J / 7
| Кассета для размещения деталей | 1984 |
|
SU1266710A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
