4Ь 00 4ь СЛ СО
со
Изобретение относится к машиностроению, а именно к автоматическим линиям для обработки концов длинномерных деталей различной длины.
Цель изобретения - повышение производительности.
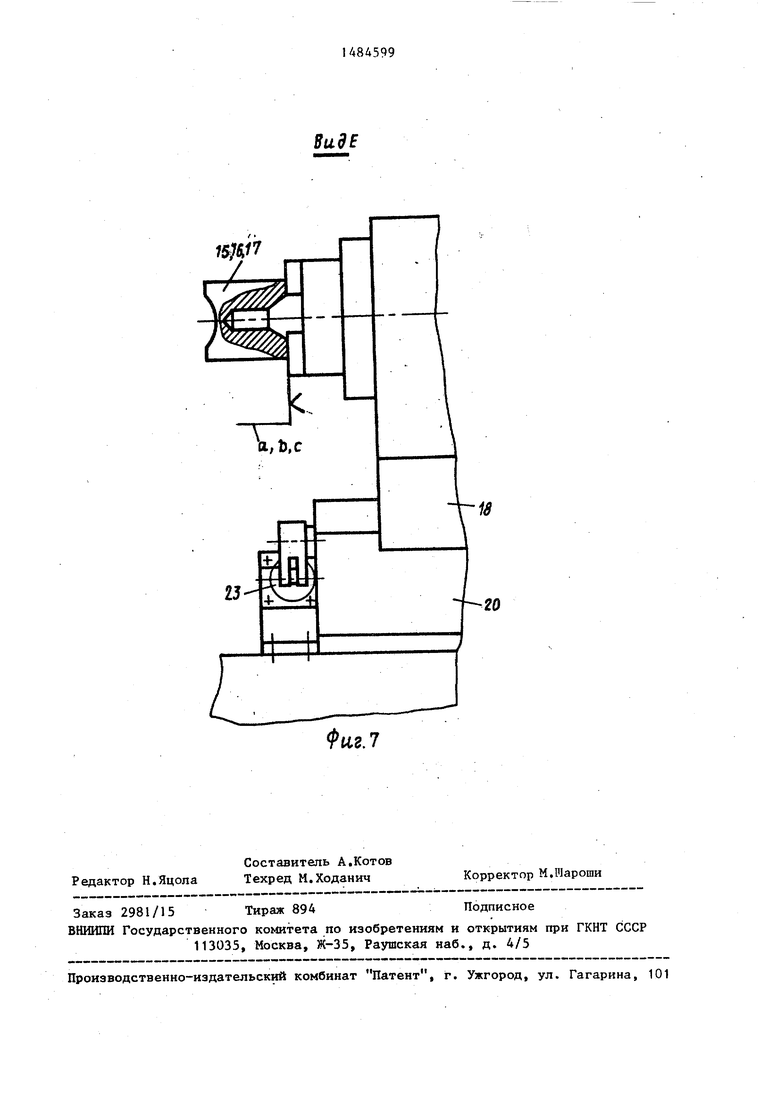
На фиг. 1 показана автоматическая линия, вид сверху на фиг. 2 - разрез А-А на фиг,1; на фиг. 3 - гид К на фиг.2; на фиг. 4 - разрез В-В на фиг01; на фиг о 5 - разрез Г-Г на фиг 0 4; на фиг. 6 - вид Д на фиг.4; на фиг. 7 - вид Е на фиг.6.
Достижение цели обеспечивается возможностью совмещения по времени выполнения операций транспортировки . деталей на транспортере и определения положения концов деталей для их обработки на рабочих позициях„
Автоматическая линия состоит из обрабатывающих станков 1-3 и межстаночного транспортера 40 Перед каждым станком установлены механизмы 5-7 определения положения концов деталей которые выполнены в виде кронштейна 8, на оси 9 которого установлены двуплечие рычаги 10 и 11 и датчики 12 и 13 положения, взаимодействующие с экранами 14, закрепленными на одном плече каждого из рычагов 10 и 11 о Другое плечо щупов каждого рычага 10 и 11 взаимодействует с проходящими по транспортеру 4 обрабатываемыми деталями 15-17, имеющими длины а, Ъ и с. Механизмы 5-7 определения положения концов деталей входят в состав устройств слежения за подводо инструментальных головок 18 к концам деталей 15-17 и вместе, с механизмами ограничения подвода инструментальных головок 18 обеспечивают управление циклом работы последних в зависимости от длины деталей о
Каждый механизм ограничения подвода инструментальной головки 18 к концу детали 15-17 выполнен следующим образом На инструментальной головке 18 каждого станка установлен непереналаживаемый жесткий упор 19, а на направляющей плите 20 станка размещен переналаживаемый упор в виде многоступенчатого торцового кулачка 21, взаимосвязанного посредством рычага 22 с приводом 23. Последний
связан через систему управления с механизмами 5-7, установленными перед рабочей позицией соответствующего станка.
Многоступенчатый кулачок 21 содержит число рабочих ступеней, соответствующее условию:
ступеней КтцпОРоычероь
КРЫЧЙГОЬ + °
где Катупеней - количество ступеней; Ктмпорлъмеро количество типоразмеров (длин) деталей; КРЫЧАГО& - количество рычагов 10 и 11 в механизмах 5-7
определения положения концов деталей.
Взаимодействие упора 19 с опреде- ленной ступенью устанавливает силовую головку 18 в необходимое для обработки соответствующей детали положение.
Автоматическая переналаживаемая линия работает следующим образом.
В исходном положении силовые инструментальные головки станков 1-3 отведены от зоны обработки в крайнее положение Упоры 19 выведены из взаимодействия с многоступенчатым кулачком 21 о
При переносе необработанных деталей 15-17 транспортером 4 к станку они воздействуют в зависимости от
типоразмера (длины) на соответствующий рычаг 10 или 11, выводящий экраны 14 из взаимодействия с датчиками 12 и 13 положения которые дают команду на привод 23, Последний
посредством рычага 22 поворачивает многоступенчатьй кулачок 21, устанавливая соответствующую типоразмеру детали 15-17 ступень в рабочее положение. При прохождении детали
15 длиной а команда от датчиков 12 и 13 положения отсутствует, поэтому сигнал на привод 23 поступает от датчика, находящегося на транспортере 4 (не показано)о
После установки обрабатываемой
детали 15-17 в зоне обработки станка дается команда на быстрый подвод силовой головки 18 к торцу обрабатывае- мой детали 15-17, при этом упор 19 входит во взаимодействие с многоступенчатым кулачком 21, упираясь в ступень, установленную в рабочее положение о После обработки детали силовая инструментальная головка 18 возвращается в исходное положение, а привод 23 и многоступенчатый кулачок 21 остаются в положении, занятом при обработке этой детали
Формула изобретения
I
Автоматическая линия для обработки концов длинномерных деталей различной длины, содержащая связанные межстаночным транспортером обрабатывающие станки с подвижными инструментальными головками, размещенными в рабочих позициях по обе стороны межстаночного транспортера, систему управления с соответствующими датчиками, устройства слежения за подводом инструментальных головок к концам де талей, каждое из которых установлено с возможностью взаимодействия с одной инструментальной головкой и включает в себя механизм определения положения соответствующего конца детали, находящейся в соответствующей рабочей позиции, и механизм ограничения подвода инструментальной головки к концу детали, отличаю
щаяся тем, что, с целью повышения производительности, каждый меха-, низм определения положения выполнен в виде нескольких расположенных на межстаночном транспортере перед соответствующей рабочей позицией и закрепленных на одной оси, поворотных относительно последней за счет взаи1Q модействия одного из плеч с концами деталей, двуплечих рычагов, причем другое плечо каждого из рычагов установлено с возможностью взаимодействия с датчиками системы управления,
15 а каждый механизм ограничения подвода инструментальной головки выполнен в виде размещенного на станке переналаживаемого упора и жестко закрепленного на инструментальной головке 20 с возможностью взаимодействия с переналаживаемым непереналаживаемого упора, при этом переналаживаемый упор выполнен в виде поворотного торцового многоступенчатого кулачка с коли25 чеством рабочих ступеней, соответствующим условию
1,
К Ка +
30
где К - количество ступеней; Kt - количество рычагов„

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки концов длинномерных деталей | 1985 |
|
SU1337236A1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| Автоматическая линия | 1980 |
|
SU889387A1 |
| Автоматическая линия для механической обработки деталей | 1983 |
|
SU1135604A2 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| МЕЖСТАНОЧНЫЙ МНОГОСЕКЦИОННЫЙ НАКОПИТЕЛЬ | 1989 |
|
RU2044615C1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |


Изобретение относится к машиностроению, а именно к автоматическим линиям для обработки концов длинномерных деталей различной длины. Цель изобретения - повышение производительности автоматической линии путем обеспечения автоматической переналадки каждого станка - обеспечивается возможностью совмещения по времени выполнения операций транспортировки деталей на транспортере и определения положения концов деталей для их обработки на рабочих позициях. Автоматическая линия содержит связанные транспортером 4 и расположенные в технологической последовательности обрабатывающие станки 1-3 с подвижными инструментальными головками. Перед каждым станком 1-3 установлены механизмы 5-7 определения положения концов деталей, проходящих на транспортере 4, а станки 1-3 снабжены многоступенчатыми кулачками, размещенными с возможностью наладочного поворота посредством привода, взаимосвязанного с механизмами 5-7. На инструментальной силовой головке станков 1-3 установлен жесткий упор, который входит во взаимодействие с одной из ступеней кулачка при подходе силовой головки в зону обработки детали. 7 ил.
15
И
Фмг
1484599
BU.1S
Фиг.З
Фиг.Ч
дъпф
В Жф
b6Smi
ВидЕ
W
. 7
| Автоматическая линия для обработки концов длинномерных деталей | 1985 |
|
SU1337236A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
