Известны пневмогидравлические приспособления для механизации давильных работ роликом, выполненные в виде двух пневмогидроцнлиндров с поршнями, соединенными между собой трубопроводами, снабженными кранами.
Описываемое пневмогидравлическое приспособление для механизации давильных работ роликом на токарных станках отличается от известных тем, что в нем применен управляемый предохранительно-спускной клапан.
Применение управляемого предохранительно-спускового клапана упрощает гидравлическое устройство.
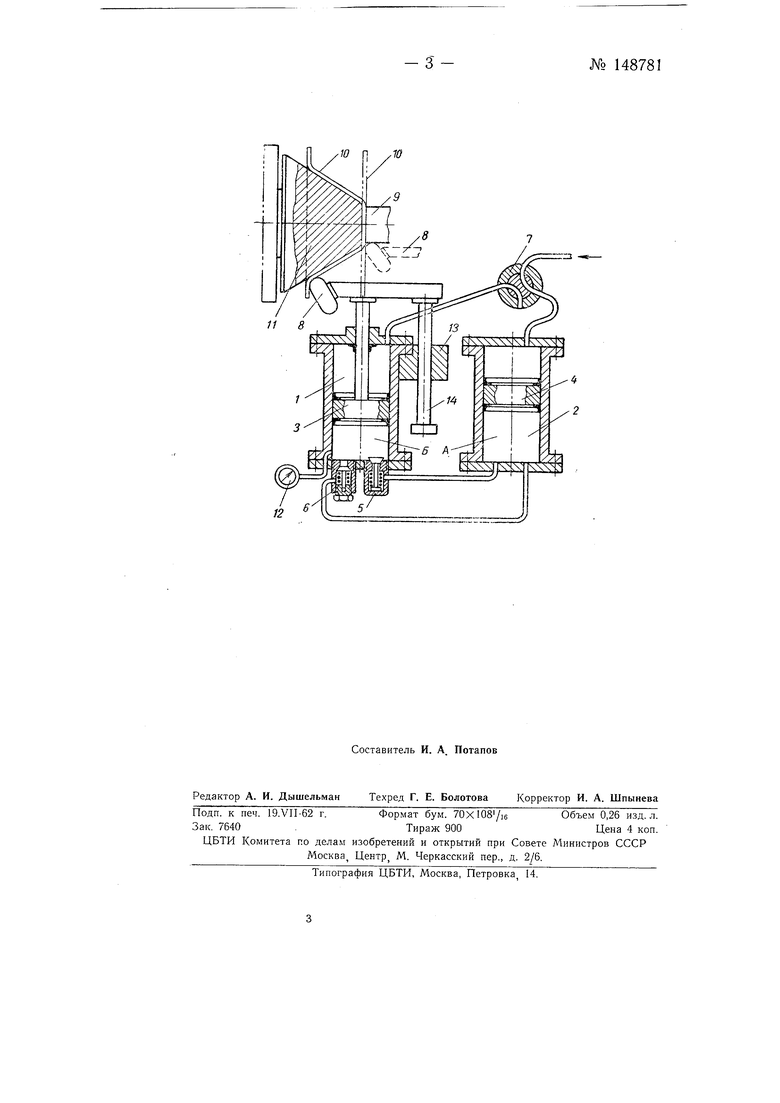
На чертеже изображено предлагаемое пневмогидравлическое приспособление в продольном разрезе.
Пневмогидравлическое приспособление монтируют на суппорте гокарного станка, имеющего механическую продольную и ручную поперечную подачу. Приспособление состоит из двух цилиндров 1 и 2 равного объема, в которых перемещаются порщни 3 н 4. Полость А цилиндра 2 заполнена жидкостью и соединена с полостью Б цилиндра / трубопроводами с обратным клапаном 5 и предохранительно-спускным клапаном 6.
Управление работой приспособления осуществляют с помощью четырехходового воздущного крана 7. Воздух из воздущной магистрали через кран 7 поступает в цилиндр 2 и давит на порщень 4, который, перемещаясь, направляет жидкость из полости А через обратный кла пан 5 в полость Б цилиндра /, при этом управление жидкости в цилиндрах уравновещивается и примерно равно давлению воздущной сети.
Под воздействием этого давления порщень 3 с давильным роликом 8 будет перемещаться до соприкосновения с прижимным поддер№ 148781- 2 живдющим устройством Р и с заготовкой УО, находящейся на оправке // (на черте ре-в начале -работы ролик 8 и заготовка 10 обозначены пунктиром).
После этого производят незначительную поперечную подачу суппорта с закрепленнымна нем цилиндром / для создания необходимого рабочего усилия на ролике, при этом обратный клапан 5 закрывается, давление в цилиндре / дрвышается до рабочего, а при его превышении срабатывает предохранительно-спускной клапан 6 и сбрасывается излишнее давление. Затем включают продольную подачу и производят прокатку заготовки.
В процессе прокатки ролик 8 с поршнем 3 перемеш1аются относительно цилиндра и объем полости Б уменьшается. Жидкость из цилиндра / переходит в полость А цилиндра 2 через нредохранительно-спускцой клапан 6, который одновременно с этим автоматически поддерживает в полости Б постоянное рабочее давление и усилие на ролике в процессе работы остается постоянным.
По окончании прокатки детали производят переключение подачи воздуха краном 7 в цилиндр /, в результате чего полость Б сокрашается до минимума, а жидкость из нее, при закрытом клапане 6, через о крываюшийся клапан 5 уходит в цилиндр 2. Ролик отводят в крайнее нерабочее положение, а сунпорт - в исходное. Регулировку рабочего давления .предохранительно-поступательным клапаном 6 производят по монометру 12.
Для увеличения жесткости системы ролик-цилиндр применяют направляющую 13 со штангой 14.
Предлагаемое пневмогидравлическое приспособление предназначено для механизации давильных работ, производимых на токарных станках при прокатке деталей с неременным диаметром, от меньшего диаметра к большему.
Предмет изобретения
Пневмогидравлическое приспособление для механизации давильных работ роликом, выполненное в виде двух пневмоцилиндров с поршнями, соединенными между собой трубопроводами, снабженных кранами, отличающееся тем, что, с целью упрощения гидравлического устройства, в нем применен управляемый предохранительно-спускной клапан.
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое приспособление к универсально-токарным станкам для выполнения давильных работ | 1960 |
|
SU133041A1 |
| Устройство для получения кольцевых деталей | 1976 |
|
SU648303A1 |
| Механизм фиксации револьверной головки | 1976 |
|
SU727332A1 |
| Станок для изготовления профильных изделий из листового металла | 1935 |
|
SU48090A1 |
| Пневмогидравлическое устройство для давильной обработки | 1973 |
|
SU476916A1 |
| Устройство для задания траекторий движения инструмента | 1988 |
|
SU1699685A1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Переносный станок для притирки клапанов к гнездам двигателя | 1958 |
|
SU116038A1 |
| Копировальное устройство для обработки тел вращения непрерывной формы | 1984 |
|
SU1177139A2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМОВКИ ПОДОШВ, СТЕЛЕК И ТОМУ ПОДОБНЫХ ОПЕРАЦИЙ | 1938 |
|
SU60813A1 |