Изобретение относится к машиностроению, в частности к технологическому обору- дованию для изготовления изделий методом гибки.
Известны универсальные гибочные автоматы, гибка ленты в которых для получения цилиндрических изделий типа хомутиков производится около неподвижной оправки набором пуансонов, перемещающихся по определенным траекториям.
Известны устройства, осуществляющие сборку червячных хомутов, разработанные на основе универсальных гибочных автоматов. В этих автоматах сборка червячного хомута заключается в закреплении ленты на неподвижной оправке, изгибе ленты вокруг оправки, заведении свободного конца ленты в червячный механизм, зацеплении его с червяком на несколько витков и окончательной гибке ленты.
Недостатком этих автоматов является то, что процесс гибки и зацепления ленты с червяком происходят одновременно и для предотвращения смятия ленты гибочными пуансонами требуется строгая синхронизация всех движений. Стабильность сборочноvi
и
о ел
CJ
го процесса зависит от постоянства упругих свойств материала ленты и согласования всех рабочих движений исполнительных механизмов.
Наиболее близким техническим решением изготовления цилиндрических изделий типа хомутов, выбранным в качестве прототипа, является устройство, в котором лента устанавливается в среднем положении относительно оправки. Рабочая поверхность оправки образована двумя цилиндрическими участками разных радиусов, больший из которых меньше радиуса готовой детали. Гибочные пуансоны, имеющие рабочий профиль в виде двуплечих ры- чагов, установлены на ползуне, осуществляющем перемещение относительно оправки. При движении ползуна происходят последовательно прижим ленты шарниром полуколец к оправке и изгиб ее вокруг оправки.
Использование двух двуплечих рычагов для гибки ленты вокруг оправки упрощает процесс гибки, но при сборке червячных хомутов недостатки, присущие универсальным гибочным автоматам, сохраняются.
Цель изобретения - повышение качества сборки, снижение брака и расширение диапазона используемых материалов.
Поставленная цель достигается тем, что в процессе гибки создают запас яенты по длине.за счет придания овальности кольцу, вращением червяка выбирают излишек ленты и калибруют хомут путем деформации овала, образованного лентой, вдоль его большей оси, удерживая его изнутри и с боковых сторон.
Для реализации этого-способа в устройстве, содержащем оправку с механизмом фиксации заготовки, направляющий пуансон, гибочные пуансоны в виде двуплечих рычагов, установленных на приводной каретке, оправка выполнена разрезной из двух полуцилиндров, один из которых жестко закреплен, а другой установлен с возможностью продольного перемещения на величину требуемого эксцентриситета овала. Гибочные пуансоны выполнены разной длины, а внутри каретки установлен направляющий пуансон с возможностью взаимодействия с вторым полуцилиндром оправки с гарантированным зазором. При этом полуцилиндры оправки снабжены ограничительными лепестками.
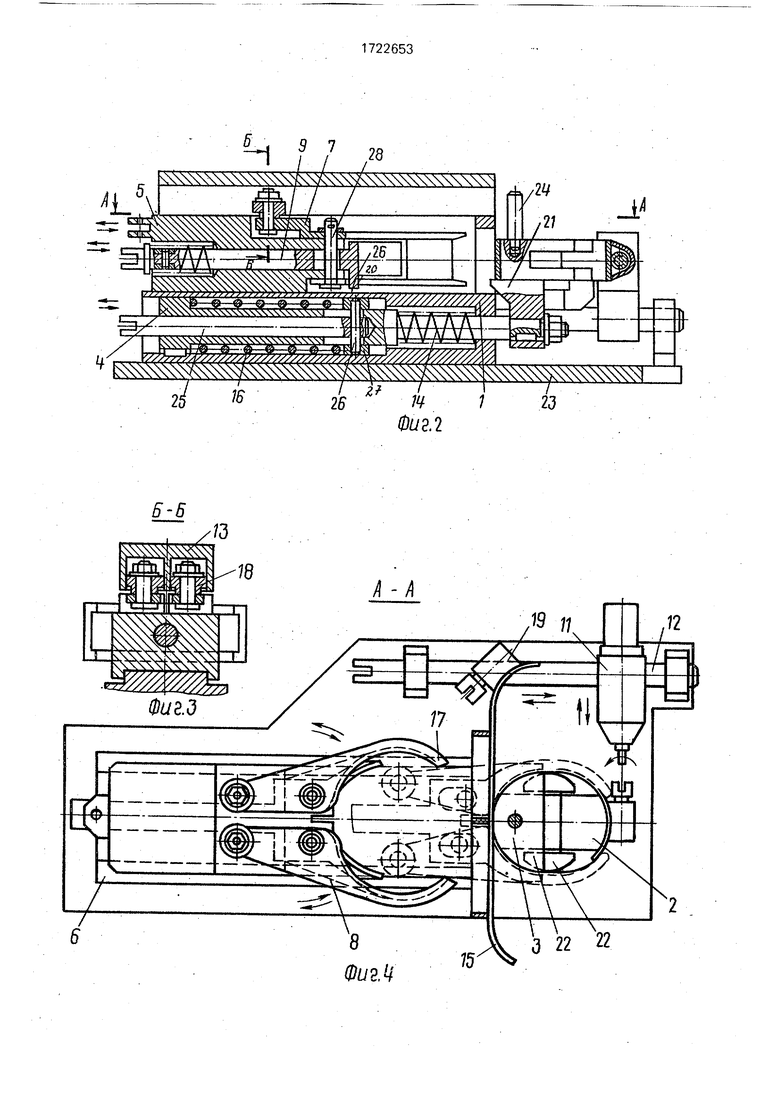
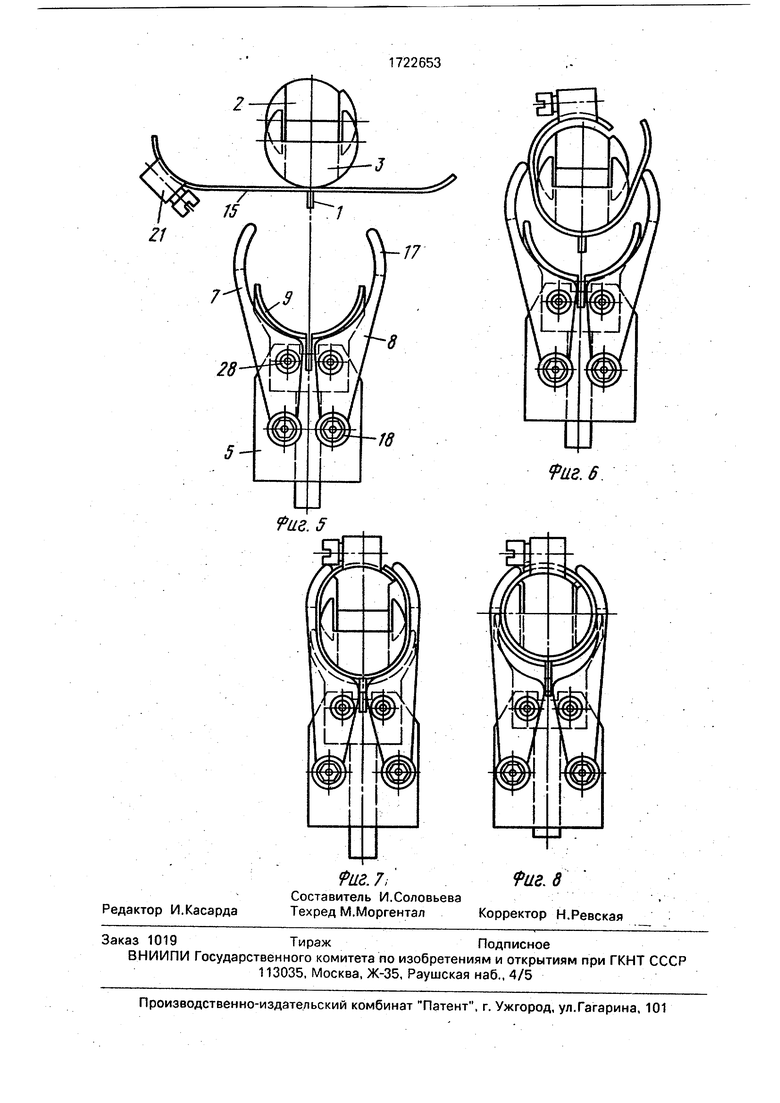
На фиг.1 изображена кинематическая схема предлагаемого устройства; на фиг.2 - конструктивная схема без приводных механизмов, передающих движение рабочему инструменту; на фиг.5-8 - последовательность положения рабочих инструментов по предлагаемому способу.
Устройство содержит корпус 1, оправку, состоящую из двух полуцилиндров, первый
из которых 2.жестко закреплен на корпусе 1, а второй 3 может перемещаться относительно первого вместе со штоком 4; каретку 5, перемещающуюся в направляющих 6 корпуса 1 и несущую на себе два гибочных
0 пуансона 7 и 8 и направляющий пуансон 9 со своим приводом 10; механизм вращения червяка 11. перемещающийся вместе со штангой 12; копир 13. На штоке 4 установлены пружина 14, служащая для предвари5 тельного прижима ленты 15 к корпусу 1, и компенсационная пружина 16, зажимающая ленту 15 при ее деформации.
Рабочий пуансон представляет собой двуплечий рычаг, одно плечо 17 которого
0 служит рабочим органом, а второе через ролик 18 перемещается по копиру 13. Рабочий орган 17 гибочного пуансона выполнен в виде дуги, концентрично сдвинутой относительно жестко закрепленного полуцилинд5 ра с гарантированным зазором. Гибочный пуансон 7, производящий деформацию конца ленты с червячным механизмом 19, выполнен длиннее второго. Направляющий пуансон имеет упор 20, воздействующий на
0 подвижный полуцилиндр 3 через упор 21, и выполнен концентрично относительно подвижного полуцилиндра с гарантированным зазором. Полуцилиндры оправок 2 и 3 несут на себе направляющие лепестки 22,
5 входящие в пазы ответной детали для направления ленты при ее изгибе. Все механизмы смонтированы на основании 23.
Устройство работает следующим образом.
0 Лента 15 с предварительно подогнутыми концами и с закрепленным на ней червячным механизмом 19 устанавливается в устройство, для чего оправка 3 отводится рукояткой 24. Пружина 14 создает предвари5 тельное поджатие ленты, а требуемое усилие прижима ленты, предотвращающее ее смещение при деформации, создается пружиной 16. Усилие зажатия передается на ленту через тягу 25, штифт 26, кольцо 27,
0 шток 4 и полуцилиндр 3. Положение рабочих инструментов представлено на фиг.З. Механизм вращения червяка 11 отводится вправо, после чего каретка 5 перемещается вправо по направляющим б корпуса 1. При
5 этом гибочные пуансоны 7 и 8, один конец которых проходит через ролик 18, перемещаясь по копиру 13, начинают поворачиваться вокруг оси 28.
Рабочий орган гибочных пуансонов, проходящих через прорези корпуса 1, изгибает ленту около полуцилиндров 2 и 3. Смещение полуцилиндра 3 относительно полуцилиндра 2 создает избыток ленты для последующей ее заводки под червяк. Положение гибочного инструмента и полуцилиндров обеспечивает гарантированный зазор для возможности перемещения ленты вдоль полуцилиндров.
В процессе дальнейшей работы снижается усилие с компенсационной пружины 16, а механизм вращения червяка 11 вводится в зацепление с червячным механизмом 19. Направляющий пуансон 9 начинает двигаться относительно каретки 5 и упором 20 перемещает подвижный полуцилиндр 3, смыкая его с полуцилиндром 2. При этом лента начинает перемещаться в зазоре, образованном полуцилиндрами 2 и 3, гибочными 7 и 8 и направляющим 9 пуансонами, и подается под вращающийся червяк. После заводки ленты направляющий пуансон производит калибровку сдеформированной ленты, придавая ей правильную геометрическую форму. При завершении цикла рабочий инструмент возвращается в исходное положение, а готовое изделие снимается с оправки.
Таким образом, .предлагаемое устройство позволяет разделить во времени рабочие движения и осуществлять их последовательно, повысить качество сборки, получать хомуты правильной геометри- ческой формы из любого материала ленты и тем самым значительно снизить брак при изготовлении хомутов и расширить сортамент материалов, используемых для их изготовления. Правильная геометрическая
форма хомутов позволяет значительно облегчить и ускорить их монтаж на рукавах.
Формула изобретения 1. Способ изготовления цилиндрических изделий типа червячный хомут, включающий изгиб ленты в кольцо, заведение ее свободного конца в червячный механизм, калибровку кольца, отл ичающийся тем,
что, с целью повышения качества сборки, снижения брака и расширение диапазона используемых материалов, в процессе гибки создают запас ленты по длине за счет придания овальности кольцу, вращением
червяка выбирают излишек ленты, при этом калибровку ведут, деформируя овал вдоль его большей оси, удерживая его изнутри и с боковых сторон.
2. Устройство для изготовления цилиндрических изделий, содержащее оправку с механизмом фиксации заготовки, направляющий пуансон, гибочные пуансоны в виде двуплечих рычагов, установленных на приводной каретке, отличающееся тем,
что, с целью повышения качества сборки, оправка выполнена разрезной из двух полуцилиндров, один из которых жестко закреплен, а другой установлен с возможностью продольного перемещения,
при этом гибочные пуансоны выполнены разной длины, а внутри каретки установлен направляющий пуансон с возможностью взаимодействия с вторым полуцилиндром оправки с гарантированным зазором.
3. Устройство по п.2, отличающее- с я тем, что полуцилиндры оправки снабжены ограничительными лепестками.
Редактор ИЖасарда
to.// Фиг. 8
Составитель И.Соловьева
Техред М.МоргенталКорректор Н.Ревская


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА "ЧЕРВЯЧНЫЙ ХОМУТ" И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Автомат для штамповки контактов | 1986 |
|
SU1430145A1 |
| Автомат универсально-гибочный с приводом от центральной шестерни | 1986 |
|
SU1402384A1 |
Изобретение относится к машиностроению, в частности к технологическому обору- до ванию для изготовления изделий методом гибки. Цель изобретения - получение гарантированной цилиндрической формы хомута, снижение брака и расширение диапазона используемых материалов. Способ сборки червячного хомута заключается в креплении ленты, ее изгибе, заведении свободного конца ленты в червячный механизм и зацеплении ее с червяком. Изгиб ленты производят последовательно от середины к концам, причем изгиб конца ленты, содержащего червячный механизм, заканчивают раньше изгиба свободного конца ленты. Затем калибруют хомут до цилиндрической формы путем равностороннего кругового обжатия. Устройство для сборки червячного хомута содержит оправку с механизмом фиксации заготовки, гибочные и направляющие пуансоны, механизм завинчивания червяка, соединенные с приводами. Оправка выполнена составной из двух полуцилиндров, гибочные пуансоны выполнены в виде двух двуплечих рычагов, а каретка гибочных пуансонов снабжена дополнительным приводом направляющего пуансона, установленного внутри каретки с возможностью взаимодействия с вторым полуцилиндром оправки. 2 с. и 1 з.п. ф-лы, 8 ил. (Л G
| Устройство для изготовления цилиндрических деталей | 1973 |
|
SU560671A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
