.2
формирующая одну из фасок. При ходе пуансона вниз формируются фаски сразу с двух сторон посредством фаски и фаскообразующей части пуансона. Спо- . соб позволяет снизить трудоемкость
процесса за счет сокращения числа переходов и уменьшения времени на межоперационную передачу заготовки. 1 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Инструмент для пробивки граненых отверстий | 1984 |
|
SU1382540A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп для обработки изделий из листового материала | 1974 |
|
SU490538A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
| Штамп для пробивки в полых изделиях отверстий | 1986 |
|
SU1428498A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения в листовых заготовках отверстий с фасками. Цель изобретения - снижение трудоемкости процесса. Заготовку устанавливают на матрицу 2 и пробивают конусное отверстие. Пуансон внедряют в заготовку до фаскообразующей части 6. При обратном ходе ползуна пресса заготовка с пуансона не снимается. На матрицу устанавливается вставка 7, формирующая одну из фасок. При ходе пуансона вниз формируются фаски сразу с двух сторон посредством фаски и фаскообразующей части пуансона. Способ позволяет снизить трудоемкость процесса за счет сокращения числа переходов и уменьшения времени на межоперационную передачу заготовки. 1 з.п. ф-лы, 2 ил.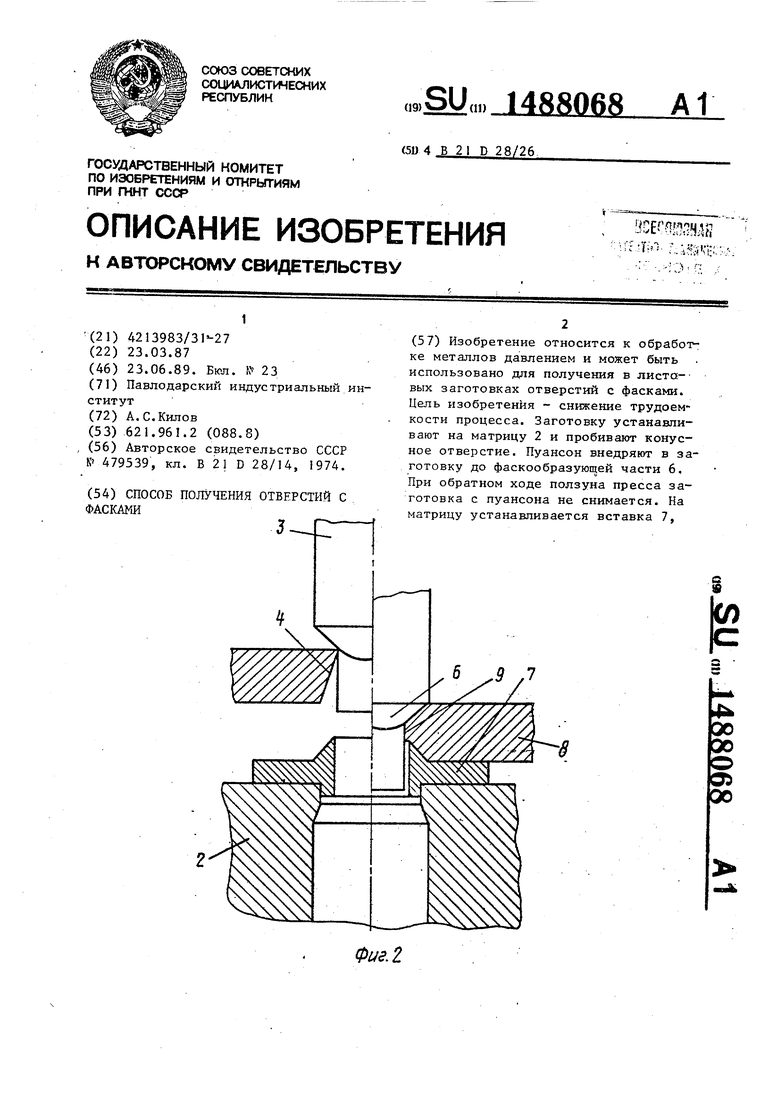
Изобретение относится к обработке металлов давлением и может быть использовано дпя получения в листовых заготовках отверстий с фасками.
Цель изобретения - снижение тру- доемкости процесса за счет упрощения процесса.
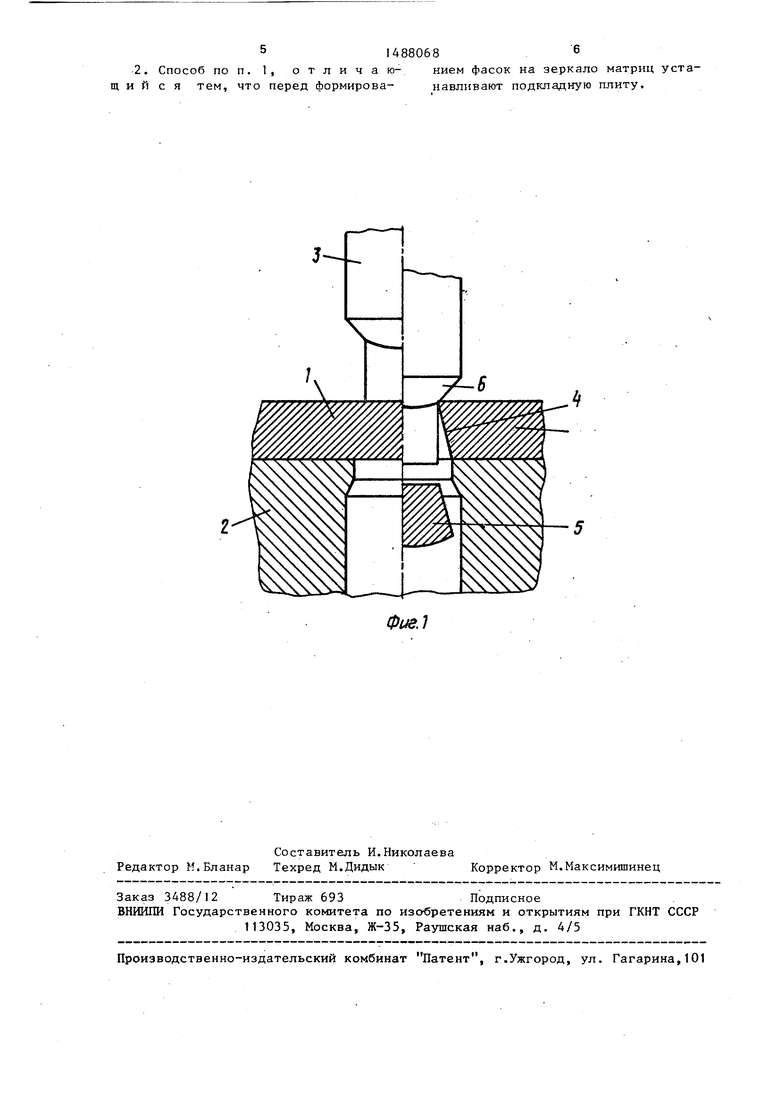
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - схема получения фасок на обеих сторонах отверстия на позиции его пробивки.
Заготовку 1 устанавливают на матрицу 2 и пуансоном 3 при движении вниз пробивают.конусное отверстие 4 (фиг. 1), Отход 5 удаляют через от- верстие в матрице 2. Ход ползуна отрегулирован так, что пуансон 3 внед- pHiET в заготовку до фаскообразующей части пуансона 6 (фиг. 1 и 2). При обратном ходе ползуна пресса заготов- ка с пуансона 3 не снимается, а поднимается вместе с ним. На матрицу 2 устанавливается формирующая одну из фасок вставка 7 (фиг. З). При повторном движении пуансона 3 с заготовкой имеющей отверстие 4 переменного сечения, вниз фаскообразующей частью 6 пуансона 3 и вставкой 7 на противоположных гранях отверстия 4 формируют,ся фаски, а также калибруется внут-; ренняя поверхность отверстия. При ходе ползуна пресса вверх деталь 8, имеющая отверстие с двухсторонними фасками 9, съемником (не показан) снимается с пуансрна. Деталь 8 и вставка 7 убираются с матрицы 2, и цикл можно повторять. .
Пример. Е листовой заготовке из свинца толщиной 18 мм на одной по зиции и за одну установку заготовки за два хода эксцентрикового пресса усилием 160 кН получакгг отверстие 18 18 мм с фасками 545°.
Заготовку устанавливают на матрицу и пуансрном пробивают отверстие переменного сечения (фиг. 1).
В верхней части сечение отверстия соответствует сечению пробивной часS
0
5 0 е О 5
0
5
ти пуансона и составляет 18-18 мм. В нижней части отверстия его сечение соответствует сечению матрицы и составляет 2323 мм. Ход ползуна пресса отрегулирован так, что пуансон внедряется в заготовку до фаскообразую- шей части (фиг. ). Отход удаляется через отверстие матрицы. После пробивки отверстия деталь не снимается tf пуансона, а поднимается вместе с ним. На матрицу устанавливают вставку (фиг. 3), на которой происходит формовка одной из фасок. При движении ползуна пресса вниз, за счет двухсторонней осадки кольцевых зон отверстия фаскообразующей частью пуансона и вставкой формируют фаски и калибруют внутреннюю часть отверстия на требуемый размер 1818 мм. Заготовку с полученным отверстием с двухсторонними фасками съемником (не показан) снимают с пуансона. Деталь и вставка убираются с матрицы и штамп готов к следующему циклу.
Предлагаемый способ по сравнению с известным обеспечивает сокращение числа переходов и уменьщение потерь времени на межоперационную передачу заготовки. .
Формула изобретения
51488068
Фиа.1
| Способ раздачи обечаек с внутренним оребрением | 1973 |
|
SU479539A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
