arctg(f2Dhcosi //t (FDcosv) f() + Н - 2f Dbcost/),
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| Калибр для продольной прокатки труб | 1988 |
|
SU1502143A1 |
| Косо расположенный чистовой калибр для обжатия высокоточных профилей | 1986 |
|
SU1342538A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2360129C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ по РАДИУСУ ЗАГОТОВОК СО СЛОЖНОЙ КОНФИГУРАЦИЕЙ ПОПЕРЕЧНОГОСЕЧЕНИЯ | 1971 |
|
SU317450A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2008108C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества изделий путем повышения точности их геометрической формы. Заготовка 5 по направляющей 3 подается в валки (В) 1. Процесс изготовления винтообразной формы ножа начинается с деформации заготовки 5 в В1. Просвет между образующими боковой поверхности валков выполнен в виде сходящейся к вершинам валков щели, наибольшая ширина которой равна наибольшему основанию трапециевидного профиля очка матрицы под углом, равным Α=ARCTGφ2DHCOSφ/√[(φDСОSφ)2+H2].(φD)2+H2]-2φ2DBCOSφ, где D-диаметр наружной винтовой линии спирального ручья матрицы, H-шаг винтовых линий спирального ручья матрицы, 98ф-угол наклона боковой стороны трапециевидного профиля спирального очка в любом поперечном сечении матрицы к радиусу, соединяющему точку на оси винтовой поверхности спирального очка с точкой на его наружной винтовой линии с секущей плоскостью, H-большее основание трапециевидного профиля спирального очка в поперечном сечении матрицы, B-высота трапециевидного профиля спирального очка в поперечном сечении матрицы, φ=3,14-постоянная. После деформации в В1 и получения необходимого поперечного сечения заготовка 5 поступает в очко матрицы 2, где плавно изгибается до получения винтовой формы. При выходе из матрицы 2 осуществляется заточка лезвия ножа абразивным кругом 4. 4 ил.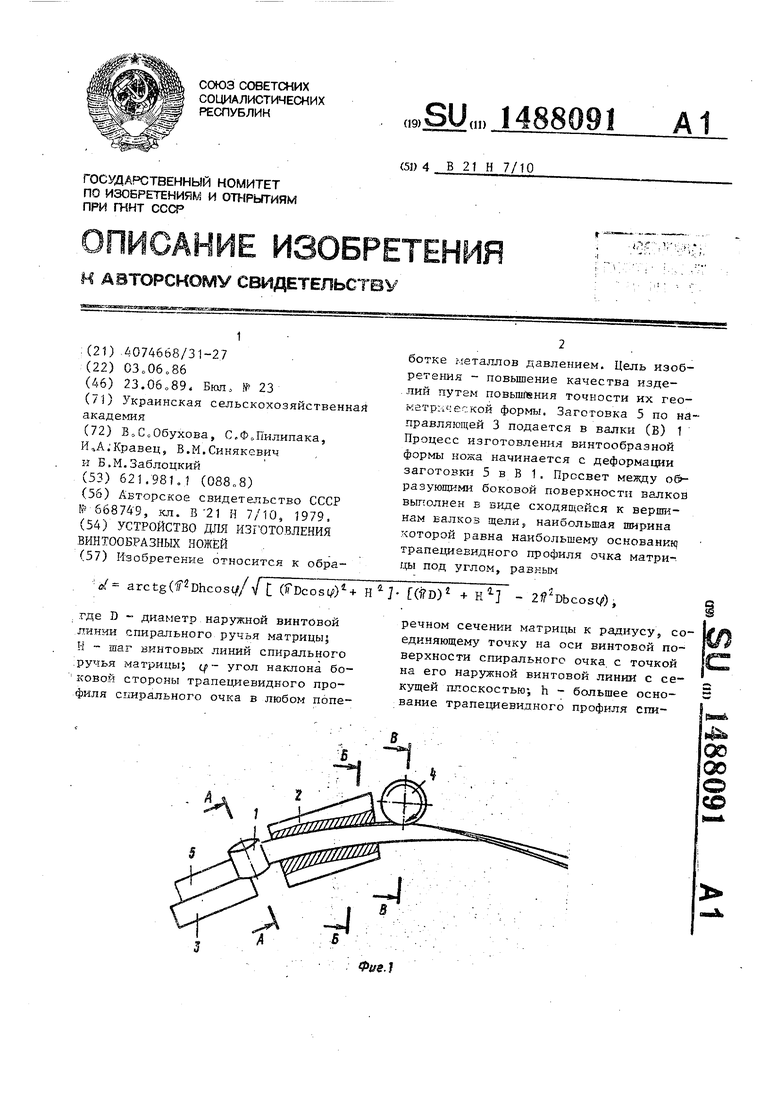
где D - диаметр.наружной винтовой линии спирального ручья матрицы; И - шаг винтовых линий спирального .ручья матрицы; tf угол наклона боковой стороны трапециевидного профиля спирального очка в любом поперечном сечении матрицы к радиусу, соединяющему точку на оси винтовой поверхности спирального очка с точкой на его наружной винтовой линии с секущей плоскостью; h - большее основание трапециевидного профиля спи00 00
со
рального очка в поперечном сечении матрицы; b - высота трапециевидного профиля спирального очка в попереччения заготовка 5 поступает в очко матрицы 2, где плавно изгибается до получения винтовой формы. При выход
ном сечении матрицы, (3,14 - посто- г из матрицы 2 осуществляется заточка
янная. После деформации в В 1 и получения необходимого поперечного селезвия ножа абразивным кругом 4 ил.
Изобретение относится к обработке металлов давлениемо
Цель изобретения - повышение ка- честна изделий путем повьппения , точности их геометрической формы.
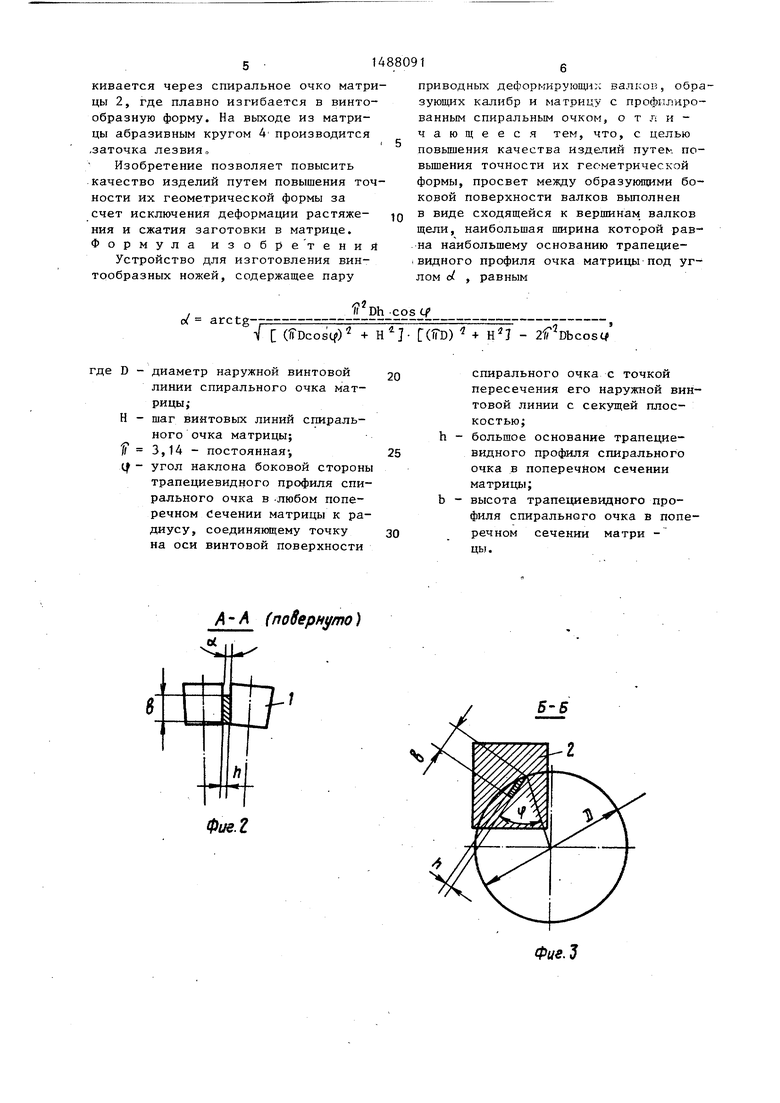
На фиг.1 изображена схема устрой- 20 ства для изготовления винтообразных ножейJ на фиг.2 - разрез А-А на фиг.1;
, .cosU- f.)
el arctg-T--1
VC(fDcosq ) + () + H - 21ГоЬ-созе
де D - диаметр наружной винтовой
линии спирального очка матрицы;
Н - шаг винтовых линий спирального очка матрицы , If 3,14 - постоянная , ( - угол наклона боковой стороны трапециевидного профиля спирального очка в любом попе- речнрм сечении матрицы к радиусу, соединяющему точку на оси винтовой поверхности спирального очка с точкой пересечения его. наружной винтовой линии с секущей плоскостью;
h - большее основание трапецие- видного профиля спирального очка в поперечном сечении
матрицы ,
b - высота трапециевидного профиля спирального очка в поперечном сечении матрицы. Кроме того, устройство содержит аправляющую 3, установленную перед валками 1, и абразивньм круг 4, установленный на выходе из матрицы 2,
Для изготовления винтообразного ножа в качестве заготовки необходимо брать плоское кольцо постоянного радиуса кривизны, являющегося разверткой ножа,.
чения заготовка 5 поступает в очко матрицы 2, где плавно изгибается до получения винтовой формы. При выходе
лезвия ножа абразивным кругом 4 ил.
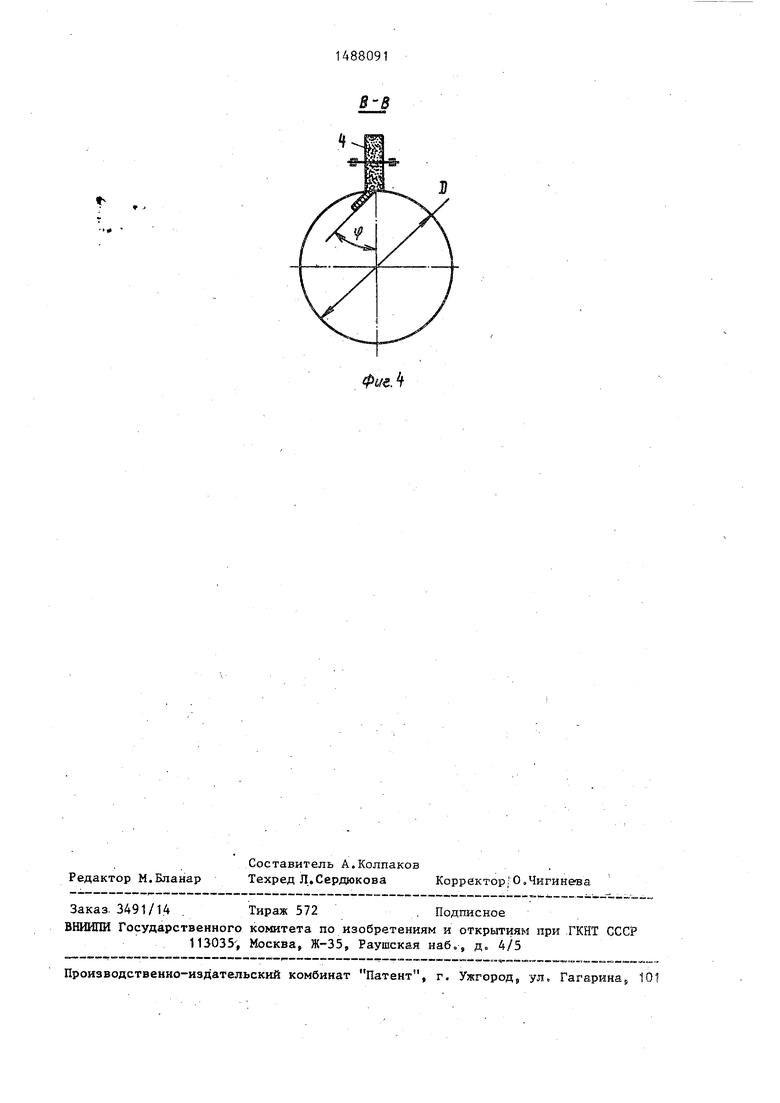
на фиг.З - разрез Б-Б на фиго1; на фиг,4 - разрез Б-В на фиг.1.
Устройство для изготовления винтообразных ножей содержит пару приводных деформирующих валков 1, просвет между образующими боковой поверхности которых выполнен в виде сходящегося к вершинам валков щели, наибольшая шина которой равна наибольшему основанию трапециевидного профиля очка матрицы 2 под углом
0
5
0
5
0
5
.Придать ему форму ножа можно путем изгиба, проталкивая через спиральное очко матрицы. При этом пластические деформации растяжения и сжатия заготовки практически отсутствуют. При изготовлении ножа технологичнее формировать кольцо из полосы прямоугольного сечения путем обжатия одного торца полосы, при этом само кольцо имеет клиновидное сечение с менее тонкой кромкой по наружному диаметру, которая впоследствии должна затачиваться. Очевидно, что радиус кривизны плоского кольца должен согласовываться с параметрами спирального ручья матрицы, в которой происходит формирование кольца в поверхность ножа. Так как радиус кривизны кольца зависит от установки конических приводных валков 1, то, следовательно, параметры спирального очка матрицы 2 должны быть строго согласованы с величиной угла о . При этом установлено, что между ними cy- ществует математическая взаимосвязь, выраженная формулой (1) .
Устройство работает следующим образом.
Заготовка 5 по направляющей 3 по- дается в приводные валки 1, где деформируется в плоское кольцо (развертку ножа) . Плоское кольцо протал-
кивается через спиральное очко матрицы 2, где плавно изгибается в винтообразную форму. На выходе из матрицы абразивным кругом 4 производится ,заточка лезвия
Изобретение позволяет повысить качество изделий путем повышения точности их геометрической формы за счет исключения деформации растяжения и сжатия заготовки в матрице. Формула изобре тения
Устройство для изготовления винтообразных ножей, содержащее пару
о/ arctg /(БЬ coscf
V С (fDcosq-) + ) + - 2fbbcosc
де D - диаметр наружной винтовой
линии спирального очка матрицы,
Н - шаг винтовых линий спирального очка матрицы;
// 3,14 - постоянная-,
tf - угол наклона боковой стороны трапециевидного профиля спирального очка в -любом поперечном Сечении матрицы к радиусу, соединякяцему точку на оси винтовой поверхности
А А (лоВернуто)
Ф1к.г
приводных деформирующих валков, образующих калибр и матрицу с профилированным спиральным очком, отличающееся тем, что, с целью повышения качества издеттий путем по- вьппения точности их геометрической формы, просвет между образующими боковой поверхности валков выполнен в виде сходящейся к вершинам валков щели, наибольшая ширина которой рав- -на наибольшему основанию трапецие- iвидного профиля очка матрицы под углом о , равным
/(БЬ coscf
спирального очка с точкой пересечения его наружной винтовой линии с секущей плоскостью;
h - большое основание трапециевидного профиля спирального очка в поперечном сечении матрицы;
b - высота трапециевидного профиля спирального очка в поперечном сечении матри - цы.
5-5
Фие.
I
ФиеЛ
| Устройство для изготовления ножей | 1977 |
|
SU668749A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
