31488163
ладке 8. Прижимные ролики 6 и 7 раз- х
св ро то Сп ве чи ци 2мещены по обе стороны от горелки 1 на расстоянии L между точками приложения их усилий. Передний по ходу сварки ролик отнесен от оси электрода нэ расстояние (0,25-0,5)Ь.При сварке листов из алюминиевых сплавов толщиной 2-10 мм расстояние L определяется ,из соотношения L 1,85 х
10 S , где S - толщина свариваемых листов, см; V - скорость сварки, см/с; I - сварочный ток. А; V - напряжение на дуге, В. Способ позволяет вьшолнить качественное сварное соединение без выпучивания KPCIMOK на листовых конструк-. циях из алюминиевых сплавов толщиной 210 мм, 3 И.Т1., 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
Изобретение относится к сварке листовых конструкций ,в частности, к изготовлению сварных конструкций из алюминиевых сплавов. Цель изобретения - повышение качества сварки листов из алюминиевых сплавов толщиной 2-10 мм за счет снижения деформаций металла в зоне термического влияния. На подкладку 8 устанавливают свариваемые листы, самоходную каретку 2, оснащенную горелкой 1, прижимом 3, коромыслом 5, прижимными роликами 6 и 7, и перемещают вдоль свариваемого объекта, проводя сварку с одновременным прижатием листов к подкладке 8. Прижимные ролики 6 и 7 размещены по обе стороны от горелки 1 на расстоянии L между точками приложения их усилий. Передний по ходу сварки ролик отнесен от оси электрода на расстояние (0,25-0,5) L. При сварке листов из алюминиевых сплавов толщиной 2-10 мм расстояние L определяется из соотношения: L=1,85.10-3I.V/√δ.VCB, где δ - толщина свариваемых листов, см
VCB - скорость сварки, см/с
I - сварочный ток, А
U - напряжение на дуге, В. Способ позволяет выполнить качественное сварное соединение без выпучивания кромок на листовых конструкциях из алюминиевых сплавов толщиной 2-10 мм. 3 ил., 1 табл.
Изобретение относится к области сварки листовых конструкций, в частности к изготовлению сварных конструк щй из алюминиевых сплавов.
Целью изобретения является повы- шение качества сварки листов из алюминиевых сплавов толщиной 2-10 мм за счет снижения деформаций металла в зоне термического влияния.
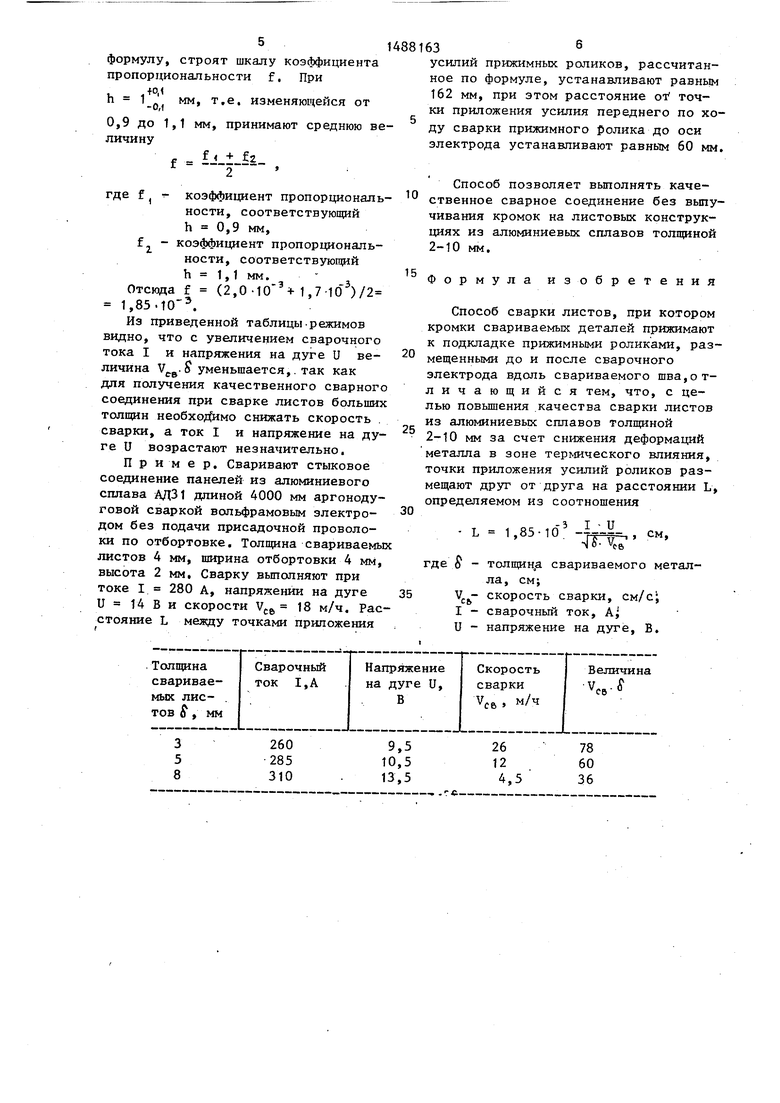
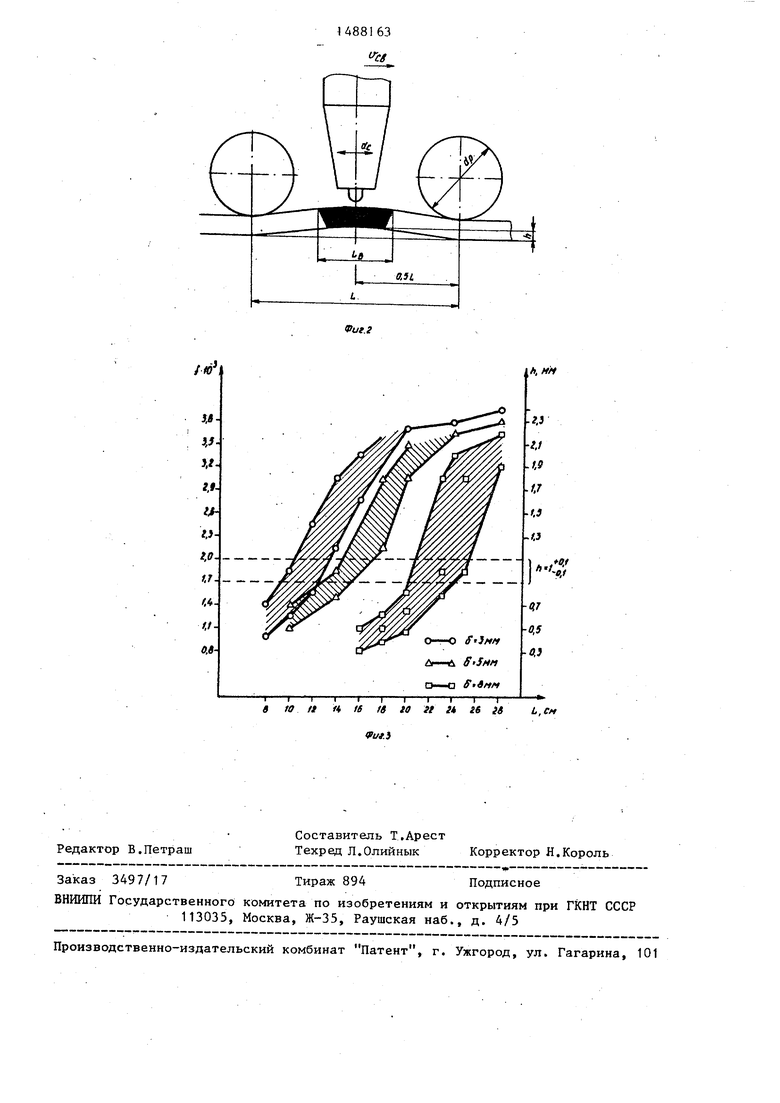
На фиг.1 представлена схема р.аз- мещения прижимных роликов и сварочного электрода относительно направления свариваемого шва-, на фиг.2 - схема деформации металла зоны термического влияния; на фиг.З - зависимость вели- чины деформации металла от расстояния между точками приложения усилий при- жимных роликов.
Способ осуществлют следующим обра- . зом. . .
Сварочную горелку 1, закрепленную на самоходной каретке 2, оснащают пневматическим прижимом 3 с осью 4 и коромыслом 5, установленным с возможностью качания на оси 4. На коромыс- ке 5 устанавливают прижимные ролики 6 и 7 на расстоянии L один от другого так, чтобы сварочная горелка 1 размещалась меукду ними. При этом ось электрода горелки 1 размещают на расстоянии (0,25-0,5)L от точки приложения усилия прижимного ролика 6, переднего в направлении сварки. На подкладку 8 устанавливают свариваемые листы, самоходную - каретку 2 перемещают вдоль стыка листов и проводят сварку шва с одновременным прижимом листов к подкладке 8 роликами 6 и 7 за счет усилия, создаваемого пневматическим прижи- мом 3 и передаваемого на ролики 6 и коромыслом 5. При сварке листов из алюминиевых сплавов толщиной 2-10 мм расстояние L между- точками приложе
5
5
0
5 0
5
0
5
0
се
ния усилий прижимных роликов 6 и 7 устанавливают из соотношения
L 1,85-10 -ГГ 0-
где L -.расстояние между точками приложения усилий прижимных роликов, см;
0- толщина свариваемых листов,
см; Vjjj- скорость сварки, см/с;
1- сварочный ток. А,
и - напряжение на дуге, В. Параметры режима сварки I,U выбирают, исходя из условий качественного провара шва и отсутствия прожогов. Для сварки стыковых соединений листов из алюминиевого сплава марки AtlrS толщиной 3, 5 и 8 мм установлены режимы, приведенные в таблице.
На зависимости величины деформа- 1ЩИ h металла зоны термического влияния от расстояния L между точками приложения усилий прижимных роликов различают зоны, соответствующие различным толщинам свариваемого металла. Любая точка каждой зоны соответствует определенному сочетанию толщины металла, режима сварки и расстоянию L. Поэтому коэффициент пропорциональности 1,8510 определяют с учетом величины деформации
+01
1 мм, позволяющей учесть ошибки
измерения этой величины. Для этого расстояния L между точками приложе- i ния усилий прижимных роликов выбирают из ряда дискретных чисел 8, 10, 12, 14, 16, 18, 20, 22, 24, 26 и 28, что позволяет сделать вывод о непрерывности функций h (У,1,и, ), и, следовательно, L f(8,I,U,VcB ). Подставляя данные 8 , I, U и VCB в
формулу, строят шкалу коэффициента пропорциональности f. При ,+°.
h 1
-0,1
мм, т.е. изменяющейся от
1,1 мм, принимают среднюю ве
f + f2 2
f
где f коэффициент пропорциональности, соответствующий h 0,9 мм,
f - коэффициент пропорциональности, соответствующий h 1,1 мм.
Отсюда f (2,0-10 % 1,7-10 )/2 1,85.10.
Из приведенной таблицы-режимов видно, что с увеличением сварочного тока I и напряжения на дуге U величина Vg.g. S уменьшается,. так как для получения качественного сварного соединения при сварке листов больших толщин необходимо снижать скорость . сварки, а ток I и напряжение на дуге и возрастают незначительно.
Пример, Сваривают стыковое соединение панелей из алюминиевого сплава АД31 длиной 4000 мм аргоноду- говой сваркой вольфрамовым электродом без подачи присадочной проволоки по отбортовке. Толщина свариваемы листов 4 мм, ширина отбортовки 4 мм, высота 2 мм, Сварку выполняют при токе I 280 А, напряжении на дуге и 14 В и скорости Vf. 18 м/ч. Расстояние L мелоду точками приложения
3 5 8
260
285
310
0
5
0
5
0
5
усилий прижимных роликов, рассчитанное по формуле, устанавливают равным 162 мм, при этом расстояние от точки приложения усилия переднего по коду сварки прижимного ролика до оси электрода устанавливают равным 60 мм.
Способ позволяет выполнять качественное сварное соединение без выпучивания кромок на листовых конструкциях из алюминиевых сплавов толщиной 2-10 мм,
Формула изобретения
Способ сварки листов, при котором кромки свариваемых деталей прижимают к подкладке прижимными роликами, размещенными до и после сварочного электрода вдоль свариваемого шва,отличающийся тем, что, с целью повышения .качества сварки листов из алюминиевых сплавов толщиной 2-10 мм за счет снижения деформаций металла в зоне термического влияния, точки приложения усилий роликов размещают друг от друга на расстоянии L, определяемом из соотношения
I - и
TTfr
где 8 - толшцна свариваемого металла, см;
скорость сварки, см/с; сварочный ток, А
L 1,85
10см.
сГ
I и - напряжение на дуге. В,
26 12
4,5
78 60 36
wi,y- },t.
i,9it-t,tt,0,
А, /ЛУ
.J
Д/ t
; tJ .«j
S }ftft л a
Л /«7 «,5
«.
г
тг
-г
t6 to it n i6 is
L.Cft
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ дуговой сварки деталей в среде защитных газов | 1985 |
|
SU1318370A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки | 1977 |
|
SU692711A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Спускная труба при плотине | 0 |
|
SU77A1 |
