Известны установки для сварки листового металла прямыми швами в виде стапеля, снабженного зажимным рычажно-клавишным механизмом, действующим от индивидуальных гидравлических цилиндров. При этом сварка выполняется горелкой, расположенной на каретке, перемещаемой по направляющим при помощи ходового винта.
Предлагаемое устройство отличается применением второй горелки, установленной для сварки в потолочном положении. Это позволяет производить одновременную сварку встык с двух сторон в горизонтальной плоскости на одной установке (стапеле).
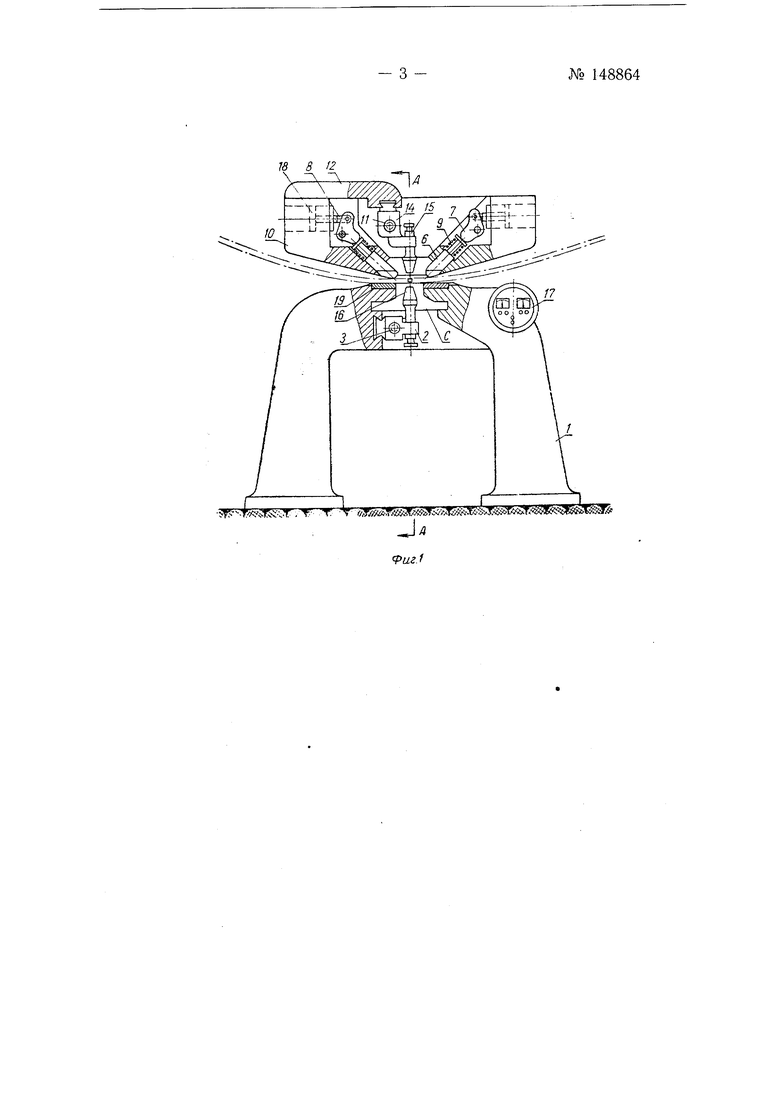
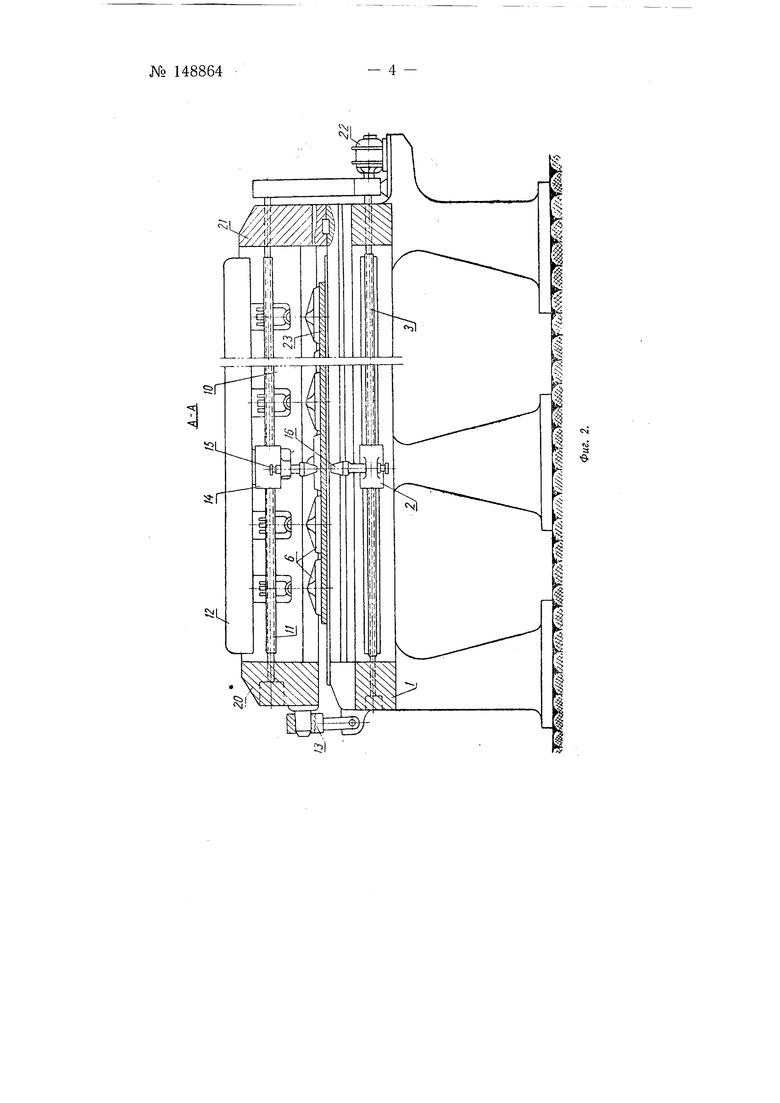
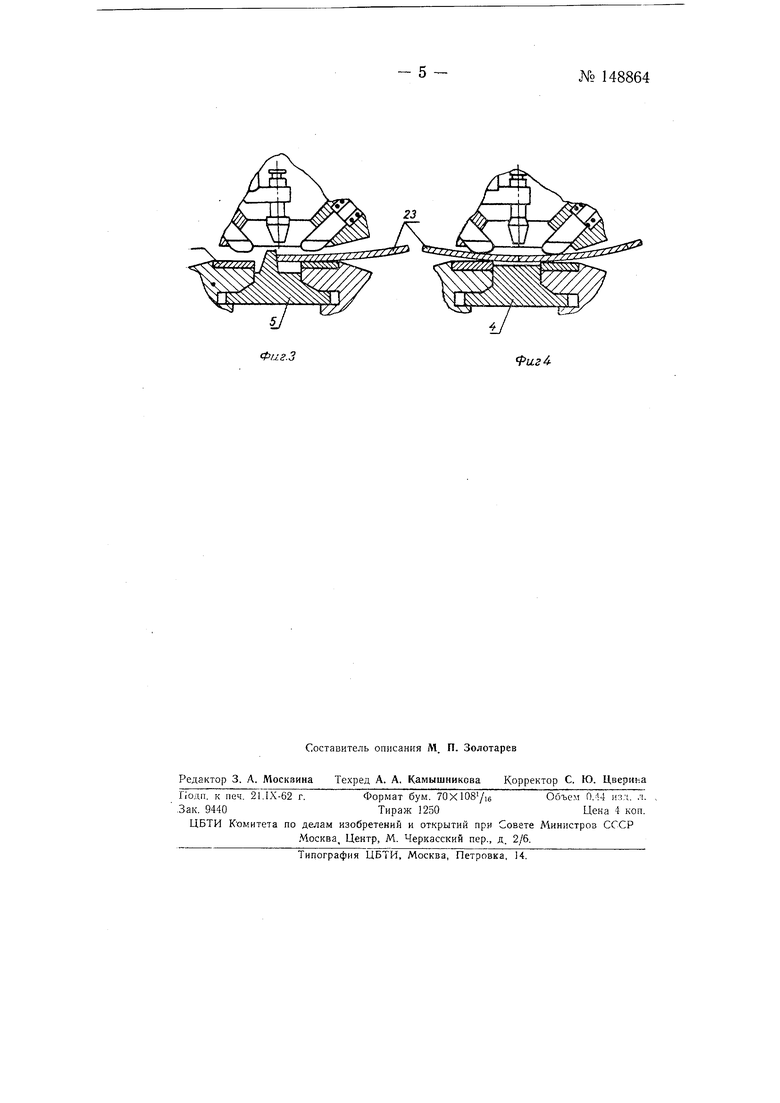
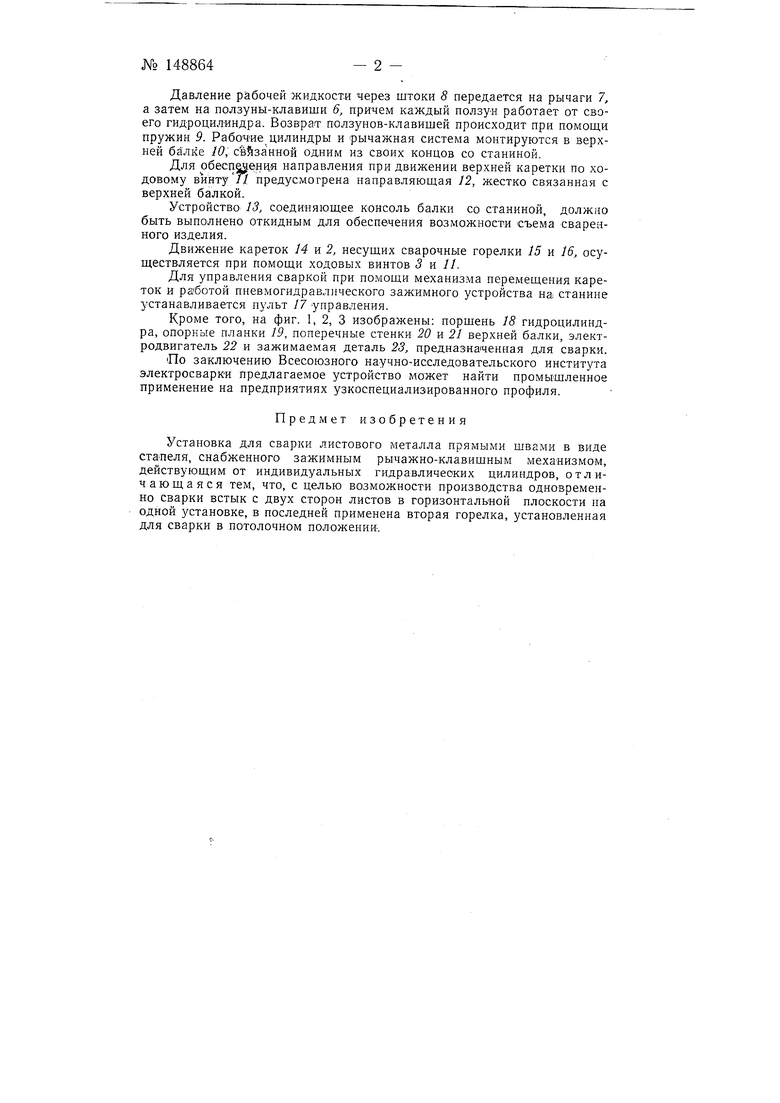
На фИГ. 1 изображено предлагаемое устройство; на фиг. 2 - то же, разрез по А-А; на фиг. 3 - схема установки упоров; на фиг. 4 - схема установки подкладной планки.
Предлагаемое устройство содержит станину }, представляющую собой жесткую конструкцию, выполненную вместе с балкой.
Для установки кромок свариваемых листов металла в верх:ней части станины предусмотрены обработанные поверхности Б (см. фит. 3). Для наложения щва в потолочном положении в балке станины предусматривается вырез - окно.
Горелка при наложении шва в потолочном положении закрепляется Б каретке 2, которая движется посредством ходового винта 3 по направляющим на станине.
В случае сварки с одной стороны в верхней части станины имеется паз С для установки подкладной планки4 и упоров 5 (см. фиг. Зи 4), необходимых для выверки кро.мок по ходу движения горелки. Планки 4 и упоры 5 являются съемными узлами.
Прижим кромок листов к опорным поверхностям осуществляется при помощи рычалсной системы (ползунов-клавишей 6 и рычагов 7), работающей от пневмогидравлического устройства.
№ 148864- 2 Давление рабочей жидкости через штоки 8 передается на рычаги 7, а затем на ползуны-клавиши 6, причем каждый ползу« работает от своего гидроцил-индра. Возврат ползунов-клавишей происходит при помощи пружин 9. Рабочие цилиндры и рычажная система монтируются в верхней бйлке 10, свйзанной одним из своих концов со станиной.
Для обесП& енця направления при движении верхней каретки по ходовому винту77 предусмогрена направляющая /2, жестко связанная с верхней балкой.
Устройство 13, соединяющее консоль балки со станиной, должно быть выполнено откидным для обеспечения возможности съема сваренного изделия.
Движение кареток 14 и 2, несущих сварочные горелки 15 и 16, осуществляется при помощи ходовых винтов 3 и 11.
Для управления сваркой при помощи механизма перемещения кареток и работой пневмогидравлического зажимного устройства на станине устанавливается пульт 17 управления.
Кроме того, на фиг. 1, 2, 3 изображены: поршень 18 гидроцилиндра, опорные планки 19, поперечные стенки 20 и 21 верхней балки, электродвигатель 22 и зажимаемая деталь 23, предназначенная для сварки.
По заключению Всесоюзного научно-исследовательского инстит та электросварки предлагаемое устройство может найти промышленное применение на предприятиях узкоспециализированного профиля.
Предмет изобретения
Установка для сварки листового металла прямыми швами в виде стапеля, снабженного зажимным рычажно-клавищным механизмом, действующим от индивидуальных гидравлических цилиндров, отличающаяся тем, что, с целью возможности производства одновременно сварки встык с двух сторон листов в горизонтальной плоскости на одной установке, в последней применена вторая горелка, установленная для сварки в потолочном положении-.
-. .rV - .. ..yJl.. W-r ST --T«4 :i4.T , Т-- т: -Т /Ж95 йГ;йЙЖ«& Тгдаг.
J
г) 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Установка для сборки и сварки тонких лент | 1988 |
|
SU1590302A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Способ резки и сварки встык тонких полос и устройство для его осуществления | 1985 |
|
SU1284764A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| Сборочно-сварочный агрегат | 1990 |
|
SU1812035A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1098734A1 |
| РАСПОРНОЕ УСТРОЙСТВО ДЛЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2006 |
|
RU2353495C2 |