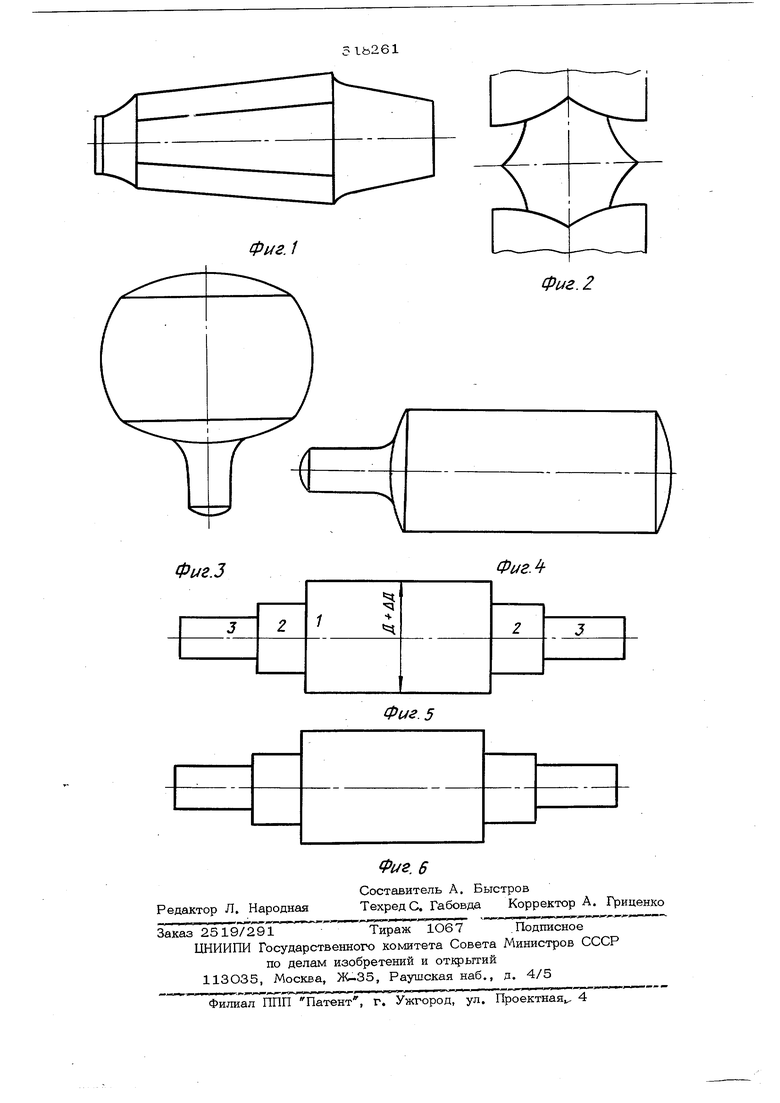
Изобретение относится к кузнечно-прессовому производству. Известны способы ковки поковок, включающие обжатие подстуженных слитков толь ко на первом и только на последнем переходах, Известен способ ковки поковок, включающий обжатие и подстуживание слитков перед первым переходом. Однако при осуществлении упомянутого способа ковки поковок невозможно обеспечить измельчение структуры осевой зоны и достичь требуемого уровня механических свойств вследствие того, что последующие длительные нагревы заготовок на ковочную температуру, например 12ОО-125О°С, для выполнения последующих переходов ковки приводят к образованию крупнозернистой структуры в осевой зоне поковок. Цель изобретения - улучщить качество поковок и повысить производительность те нологического пронесса. Это достигается тем, что дополнительно осуществляют подстуживание слитка перед последним переходом до температуры центральной зоны слитка, не превышающей температуры критического порога роста аустенитного зерна. Подстуживание слитка может осуществляться на каждом промежуточном переходе. На фиг. 1 показан исходный слиток; на фиг. 2 обжатие слитка в стойках; на фиг. 3 - слиток в процессе отработки; на фиг. 4 - слиток, вид сбоку после второго перехода; на фиг. 5 - слиток с откованной центральной частью; на фиг. 6 - слиток с откованными концевыми частями. Способ ковки осуществляют следующим образом. Предварительно для уплотнения центральной зоны и заварки внутренних дефектов слитков (фиг. 1) на первом переходе либо выдерживают в изложнице, либо нагревают до ковочной температуры и искусственно подстуживают до минимально допустимой температуры поверхности слитка, обеспечивающей обжатие подстуженных слитков по всей длине со степенью деформации выше 6%, например, специальными фасонными бойками (фи1. 2) с кантовкой на 9О° без образоваНИН поверхностных дефектов. При этом центральная зона заготовки, в которой преимущественно сосредоточены металлургические дефекты, находится в области высоких температур, например 12ОО-125р°С, Далее эта зона подвергав гея ;;нтенсивной пластической деформации, в результате которой происходит заварка упомянутых дефектов.
На втором переходе производят ковку обжатых заготовок без подстуживания (фиг. 3, 4). Для слитков особо больших размеров с целью полной заварки металлургических дефектов дополнительно осуществляют подстуживание перед промежуточными операциями обжатия слитков,
Дальнейшая ковка осуществляется с дополнительными припусками на каждоГг ступени поковки. Часть 1 поковки куется на размер Д + Д Д (фиг. 5), где Д - требуем ь;й размер поковки, а Л Д - припуск, обеспечивающий обжатие заготовки до требуемых размеров со степенью деформации выше 6%. После этого осуществляется ковка частей . 2 и 3 с .соответствующими припусками Л Д. В это время часть 1 естественно подстуживается в процессе ковКи до требуемых условий, затем обжимается, например, вьфезными бойками на заданный размер (фиг. 6), В это же время, естественно подстуживаются части 2 и 3, которые подвергаются затем обжатиям в последовательности, обратной первоначальной ковке с припуском.
Подстуживание заготовки в процессе ковки может осуществляться принудительно, нап. ример, посредством обдувания поверхностей слитков, заготовок, например, аэраторов,
Предлагаемый способ позволяет значительно уменьшить анизотропию физико-механических свойств по сечению поковок и повышает эксплуатационную стойкость прокатных валков на 2О-ЗО%, а также сокращает простой оборудования.
Формула изобретения
1.Способ ковки поковок, включающий опрации обжатия и подстуживания слитка перед первым переходом, отличающийс тем, что, с целью улучшения качества поковок и повышения производительности,перед
. последним переходом- слиток дополнительно подстуживают до температуры центральной зоны слитка, не превышающей температуры критического порога роста аустенитного зерна.
2.Способ по п. 1, о т л и ч а ю щ и с я тем, что Подстуживание слитка осуществляют на каждом промежуточном переходе.
. 1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ КОВКИ КРУПНОГО СЛИТКА | 1969 |
|
SU244847A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1489910A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| СПОСОБ КОВКИ ПОКОВОКВСЕСОЮЗНАЯПАТЕн:ко-их[;инЕ':кА?БИБЛИОТЕКА | 1972 |
|
SU329941A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
.З
ФигЛ
Фие.5
