(Л
4t СО
СП 05
ю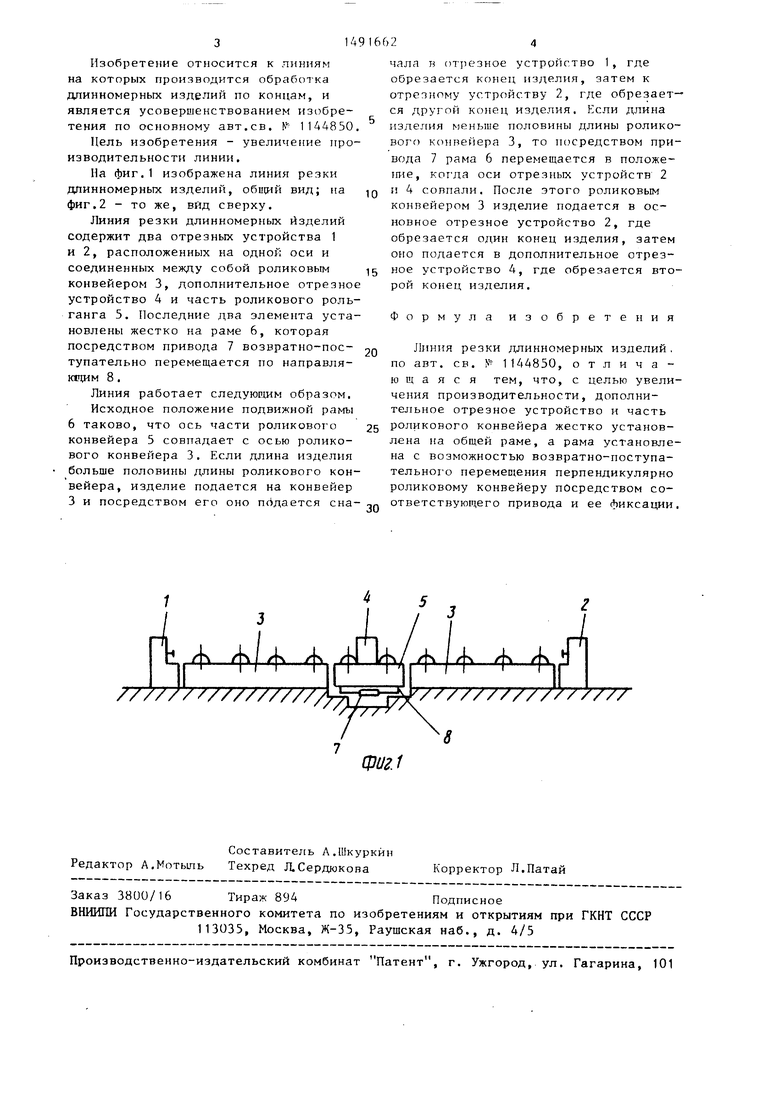
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки длинномерных изделий | 1983 |
|
SU1144850A1 |
| ЛИНИЯ РЕЗКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2242350C2 |
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |
| Комплектатор | 1988 |
|
SU1578071A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
| Автоматическая линия для резки заготовок на мерные длины | 1989 |
|
SU1727956A1 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Шаговый питатель для длинномерных изделий | 1989 |
|
SU1641734A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
Изобретение относится к линиям, на которых производится обработка длинномерных изделий. Целью изобретения является увеличение производительности. Часть роликового конвейера 5 и дополнительное отрезное устройство 4 установлены на общей раме 6. Исходное положение рамы 6 таково, что ось части роликового конвейера 5 совпадает с осью роликового конвейера 3. При переходе на обработку заготовок меньшей длины, чем половина длины конвейера 3, рама 5 от привода 7 перемещается в положение, где оси отрезных устройств 2 и 4 совпадают. 2 ил.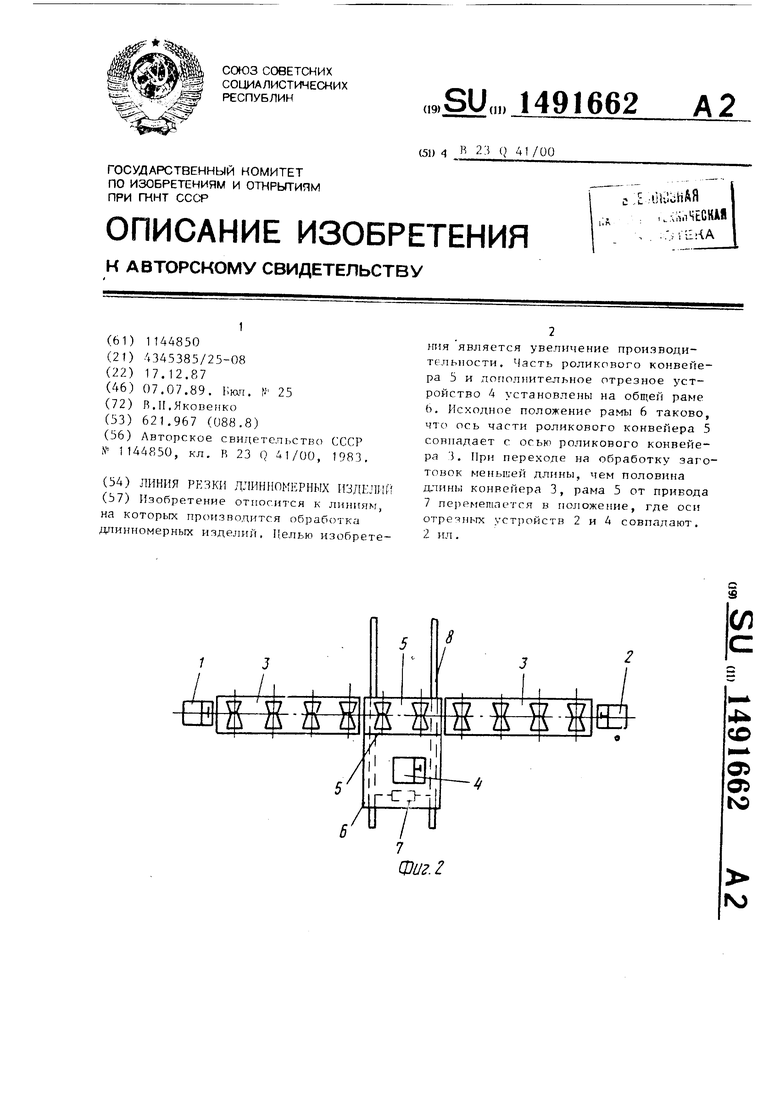
ф1/г.г
го
Изобретение относится к линиям на которых производится обработка длинномерных изделий по концам, и является усовершенствованием изобретения по основному авт.св. N 1144850.
Цель изобретения - увеличение производительности линии.
На фиг.1 изображена линия резки длинномерных изделий, общий вид; на фиг.2 - то же, вид сверху.
Линия резки длинномерных изделий содержит два отрезных устройства 1 и 2, расположенных на одной оси и соединенных между собой роликовым конвейером 3, дополнительное отрезное устройство 4 и часть роликового рольганга 5. Последние два элемента установлены жестко на раме 6, которая посредством привода 7 возвратно-поступательно перемещается по направляющим 8.
Линия работает следующим образом.
Исходное положение подвижной рамы 6 таково, что ось части роликового конвейера 5 совпадает с осью роликового конвейера 3. Если длина изделия больше половины длины роликового конвейера, изделие подается на конвейер 3 и посредством его оно подается снаI I I
и Фмфпф/ф Ф 4 4
////// //////////
чала в отрезное устройство 1, где обрезается конец изделия, затем к отрезному устройству 2, где обрезается другой конец изделия. Если длина меньше половины длины роликового конвейера 3, то посредством привода 7 рама 6 перемещается в положе- 1гие, когда оси отрезных устройств 2 и 4 совпали. После этого роликовым конвейером 3 изделие подается в основное отрезное устройство 2, где обрезается один конец изделия, затем оно подается в дополнительное отрезное устройство 4, где обрезается второй конец изделия.
Формула изобретения
Линия резки длинномерных изделий, по авт. св. У° 1144850, отличающаяся тем, что, с целью увеличения производительности, дополнительное отрезное устройство и часть роликового конвейера жестко установлена на общей раме, а рама установлена с возможностью возвратно-поступательного перемеЕ ения перпендикулярно роликовому конвейеру посредством соответствующего привода и ее фиксации.
/////7//////////
Фиг.1
| Линия резки длинномерных изделий | 1983 |
|
SU1144850A1 |
| Р, 23 Q 41/00, 1983, | |||
