Изобретение относится к устройствам для перемещения труб в процессе их обработки на механизированных поточных линиях изготовления судовых трубопроводов.
Целью изобретения является повышение производительности питателя.
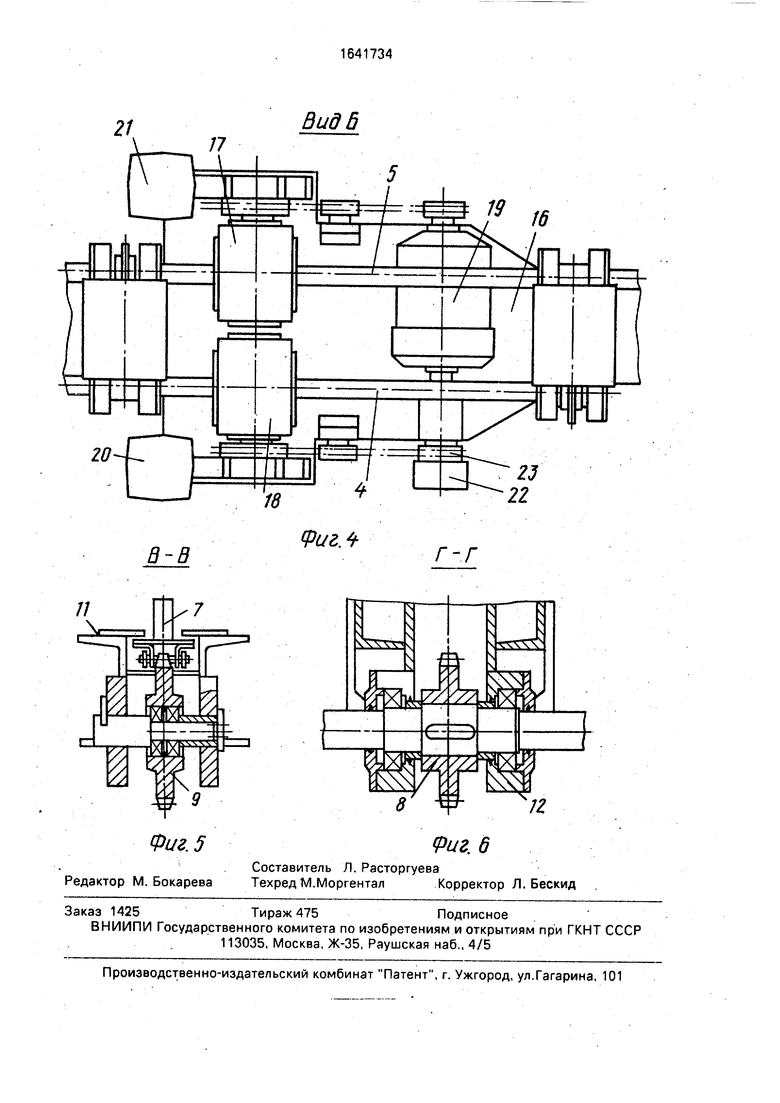
На фиг. 1 изображен шаговый питатель; на фиг. 2 - то же, вид сверху; на фиг, 3 - разрез А - А на фиг. 1; на фиг. 4 - вид по срелке Б на фиг. 1; на фиг. 5 - разрез В - В на фиг. 3; на фиг. 6 - разрез Г - Г на фиг. 3.
Шаговый питатель включает ряд транспортирующих элементов - цепных конвейеров 1 и 2, связанных с общим приводом 3 с помощью параллельных ведущих валов 4 и 5. Цепной конвейер 1 содержит тяговую
цепь 6 с закрепленными на ней с шагом упорными элементами для изделий в виде кулачков 7 Цепь 6 последовательно огибает ведущую приводную звездочку 8, обводную звездочку 9 и натяжную звездочку 10. Эти звездочки размещены на направляющей 11. Приводная звездочка 8 размещена в двух опорах 12 качения Горизонтальные участки тяговой цепи 6 размещены в лотках. Цепной конвейер 2 конструктивно аналогичен описанному выше конвейеру 1 и содержит цепь 13, обводные звездочки 9 и 10 и ведущую приводную звездочку 14, которая взаимодействует с нижней ветвью цепи 13 Звездочки 14 и 8 смещены относительно друг друга в горизонтальной плоскости и расположены соответственно на валах 4 и 5 ЦепО Јь
%J ы
Јь
ные конвейеры 1 связаны с приводом 3 с помощью приводного вала и сцепных муфт 15. Цепные конвейеры 2 связаны с приводом 3 с помощью приводного вала 4 и сцепных муфт 15. Привод 3 выполнен в виде размещенных на раме 16 двух червячных редукторов 17 и 18, связанных с помощью ременной передачи с электродвигателем 19, который имеет два выходных вала. Привод имеет также два тормоза 20 и 21. Причем редуктор 18 связан с электродвигателем 19 при помощи управляемой электромагнитной муфты 22, взаимодействующей со шкивом 23 и ведущим валом 4, а редуктор 17 связан с ведущим валом 5. Тяговые цепи 6 и 13 образуют ряд параллельных замкнутых тяговых органов. Упорные элементы для изделий - кулачки 7 на нечетных и четных в ряду тяговых органах расположены с одинаковым шагом. При этом одни одноименные в ряду тяговые органы (например, четные в ряду) установлены с возможностью синхронного перемещения относительно других одноименных тяговых органов (например, нечетных в ряду) на величину, равную половине шага расположения .упорных элементов - кулачков 7. Ведущий вал 5 кинематически связан с ведущими звездочками 8 нечетных тяговых органов и одним выходным валом электродвигателя 19, а другой ведущий вал 4 кинематически связан с ведущими звездочками 14 четных тяговых органов и с другим выходным валом электродвигателя через управляемую электромагнитную муфту 22.
Шаговый питатель размещается между параллельными технологическими позициями обработки изделий - труб, например линии мерной резки труб и агрегата зачистки концов труб,
Шаговый питатель работает следующим образом.
В некотором положении все кулачки 7 конвейеров 1 и 2 находятся на одной линии. Труба подается на питатель и действует на бесконтактный датчик (не показан). Включаются электродвигатель 19 и электромагнитная муфта 22, и через ременную передачу и редукторы 17 и 18 вращающий момент передается на приводные ведущие валы 4 и 5. Труба перемещается на шаг, и электродвигатель 19 отключается. При подаче последующей трубы цикл повторяется. При передаче труб малого диаметра производится перенастройка питателя. Отключается электромагнитная муфта 22, включается электродвигатель 19, и вращающий момент через ременную передачу и редуктор 17 передается валу 5 и приводным звездочкам 8 цепных конвейеров 1.
Цепные конвейеры 1 смещаются на 1/2 шага, при этом кулачки 7 конвейера 2 располагаются симметрично относительно кулачков 7 конвейера 1. Шаг питателя при этом уменьшается на половину. Работа питателя
аналогична описанному выше.
Шаговый питатель может обеспечить перемещение труб с различным диапазоном диаметров, при этом за счет регулировки емкости питатель имеет высокую
производительность.
Формула изобретения 1. Шаговый питатель для длинномерных изделий, содержащий ряд параллельных
замкнутых тяговых органов, огибающих приводные ведущие и обводные звездочки, закрепленные с шагом на тяговых органах упорные элементы для изделий, и привод, отличающийся тем, что, с целью
повышения производительности питателя, упорные элементы для изделий на нечетных и четных в ряду тяговых органах расположены с одинаковым шагом, при этом одни одноименные в ряду тяговые органы
установлены с возможностью синхронного перемещения относительно других одноименных тяговых органов на величину, равную половине шага расположения упорных элементов.
2. Питатель поп 1., отличающий- с я тем, что привод выполнен в виде электродвигателя с двумя выходными валами и двух параллельных ведущих валов, один из которых кинематически связан с ведущими звездочками нечетных тяговых органов и одним выходным валом электродвигателя, а другой - с ведущими звездочками четных тяговых органов и с другим выходным валом электродвигателя посредством управляемой электромагнитной муфты.
/.
#
| название | год | авторы | номер документа |
|---|---|---|---|
| Уравнительный привод для цепных тяговых органов транспортирующих машин | 1983 |
|
SU1121896A2 |
| Станок для резки волокна на мерные заготовки | 1987 |
|
SU1460051A1 |
| Привод конвейера | 1990 |
|
SU1731698A1 |
| Привод шаговых перемещений | 1984 |
|
SU1232592A1 |
| Транспортирующее устройство для чугунных муфтовых труб | 1983 |
|
SU1184438A3 |
| Конвейерный гусеничный привод | 1990 |
|
SU1778047A1 |
| Уравнительный механизм для цепных тяговых органов транспортирующих машин | 1990 |
|
SU1765075A1 |
| Транспортирующее устройство | 1989 |
|
SU1654163A2 |
| Способ изготовления кирпичных панелей и установка для его осуществления | 1982 |
|
SU1150082A1 |
| Уравнительный привод для цепных тяговых органов транспортирующих машин | 1982 |
|
SU1104781A2 |

Изобретение относится к устр-вам для перемещения труб в процессе их обработки на механизированных поточных линиях изготовления судовых трубопроводов. Цель - повышение производительности питателя. Шаговый питатель включает ряд параллельно замкнутых тяговых органов (ТО)- цепных конвейеров 1 и 2, связанных с общим приводом 3 с помощью параллельных ведущих валов 4, 5. Цепные конвейеры 1, 2 содержат тяговую цепь с закрепленными на ней с шагом упорными элементами для изделий в виде кулачков. Цепи конвейеров 1, 2 огибают приводные звездочки. Последние смещены относительно друг друга в горизонтальной плоскости и расположены соответственно на валах 4 и 5. Упорные элементы для изделий на нечетных и четных в ряду ТО установлены с возможностью синхронного перемещения относительно других одноименных ТО на величину, равную половине шага расположения упорных элементов, в таком положении все кулачки конвейеров 1, 2 находятся на одной линии. Труба подается на питатель и действует на бесконтактный датчик. Включается электродвигатель, и вращающий момент передается на приводные ведущие валы 4 и 5. Труба перемещается на шаг, и электродвигатель отключается. 1 з п ф-лы, 6 ил
V-V
З глф
I
/ЗД
а
фг
II
1
V
frmm
It
I /
г /
В ид б
в-В
Риг. 4
W
Г-Г
Риг. 6
| Конвейер для перемещения изделий | 1982 |
|
SU1051004A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
