Изобретение относится к способам управления размерной настройкой станка или прибора размерного управления .
Цель изобретения - повьш1ение точности обработки при значительных колебаниях величины тренда процесса за счет изменения величины импульса подналадки и исключение расширения зоны разброса размеров.
1 23456
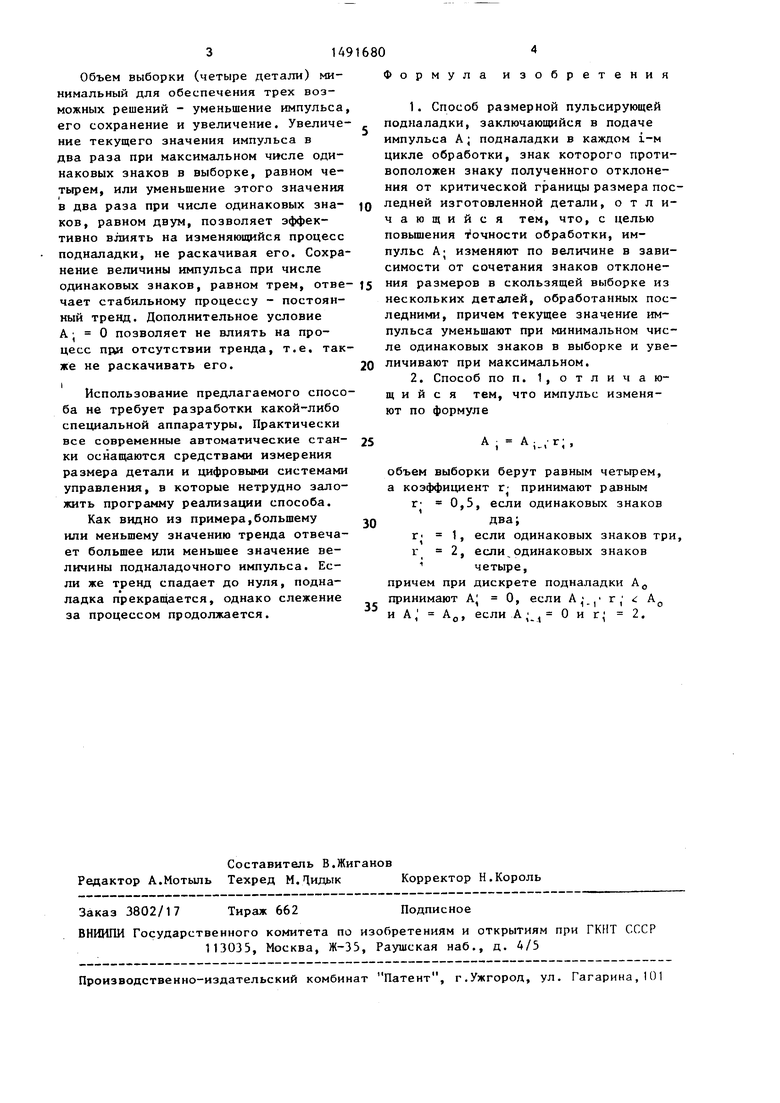
Способ иллюстрируется примером, где в первой строке идут порядковые номера деталей, во второй дана последовательность знаков отклонения деталей, в третьей - количество одинаковых знаков в последней четверке (в выборке) деталей, в четвертой - значение г,- , в пятой - текущий импульс А . Начинается коррекция подналадки с пятой детали, после каждого из первых трех циклов /А;| АО.
.
СО
Од
00
10
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Система для автоматического управления металлорежущим станком | 1977 |
|
SU738832A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА | 1971 |
|
SU305342A1 |
| Способ автоматической подналадки инструмента и устройство для его осуществления | 1986 |
|
SU1313649A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПОПЕРЕЧНОЙ ПОДАЧИ ПРИ ШЛИФОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2454310C1 |
| УСТРОЙСТВО ДЛЯ АНАЛИЗА РИТМА СЕРДЦА • | 1979 |
|
SU824988A1 |
| Способ автоматического управления загрузкой файнштейна в мельницу | 2023 |
|
RU2819227C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПОПЕРЕЧНОЙ ПОДАЧИ ПРИ ШЛИФОВАНИИ | 2012 |
|
RU2490111C1 |
| Устройство для автоматической подналадки станков | 1958 |
|
SU121061A1 |
| Способ управления точностью обработки | 1985 |
|
SU1240560A1 |
Изобретение относится к способам управления размерной настройкой станка или прибора размерного управления. Цель изобретения - повышение точности обработки при значительных колебаниях величины тренда процесса за счет изменения величины импульсов подналадки и исключения расширения зоны разброса размеров. Для этого знак импульса подналадки берут противоположным знаку отклонения от критической границы детали, последней из партии. Величину импульса подналадки изменяют в зависимости от сочетания знаков отклонения размеров в скользящей выборке. Текущее значение импульса уменьшают при минимальном числе одинаковых знаков и увеличивают при максимальном. 1 з.п.ф-лы.
А.
13
-.
U
-334433222
I I 2 2 I 1 0,5 0,5 0,5 А, А, А, 2А, 4А, -4А, 4А, -2А, А, О
15 16
17
18 19
20
21 22
23
2
233443322334
0,5 I I 2 2 1 I 0,5 0,5 1I2
ОО , 2А, -2А, 2А, -А, 00О А,
17
18 19
20
21 22
23
2
Объем выборки (четыре детали) минимальный для обеспечения трех возможных решений - уменьшение импульса, его сохранение и увеличение. Увеличе- ние текущего значения импульса в два раза при максимальном числе одинаковых знаков в выборке, равном четырем, или уменьшение этого значения в два раза при числе одинаковых зна- ков, равном двум, позволяет эффективно влиять на изменяющийся процесс подналадки, не раскачивая его. Сохранение величины импульса при числе одинаковых знаков, равном трем, отве- чает стабильному процессу - постоянный тренд. Дополнительное условие А; О позволяет не влиять на процесс прл отсутствии тренда, т.е. также не раскачивать его.
Использование предлагаемого способа не требует разработки какой-либо специальной аппаратуры. Практически все современные автоматические станки оснащаются средствами измерения размера детали и цифровыми системами управления, в которые нетрудно заложить программу реализации способа.
Как видно из примера,большему или меньшему значению тренда отвечает большее или меньшее значение величины подналадочного импульса. Если же тренд спадает до нуля, подна- ладка прекращается, однако слежение за процессом продолжается.
5
0
Формула изобретения
2S
А,
Ai, r;
0
объем выборки берут равным четырем, фициен 0,5,
а коэффициент г принимают равным
Г
1
знаков
если одинаковых два;
г 1, если одинаковых знаков три, 1 2, если одинаковых знаков
четыре, причем при дискрете подналадки А,,
принимают А| и А; А
О, если А
о
если А ;, О
г; А 2.
| 0 |
|
SU156072A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
