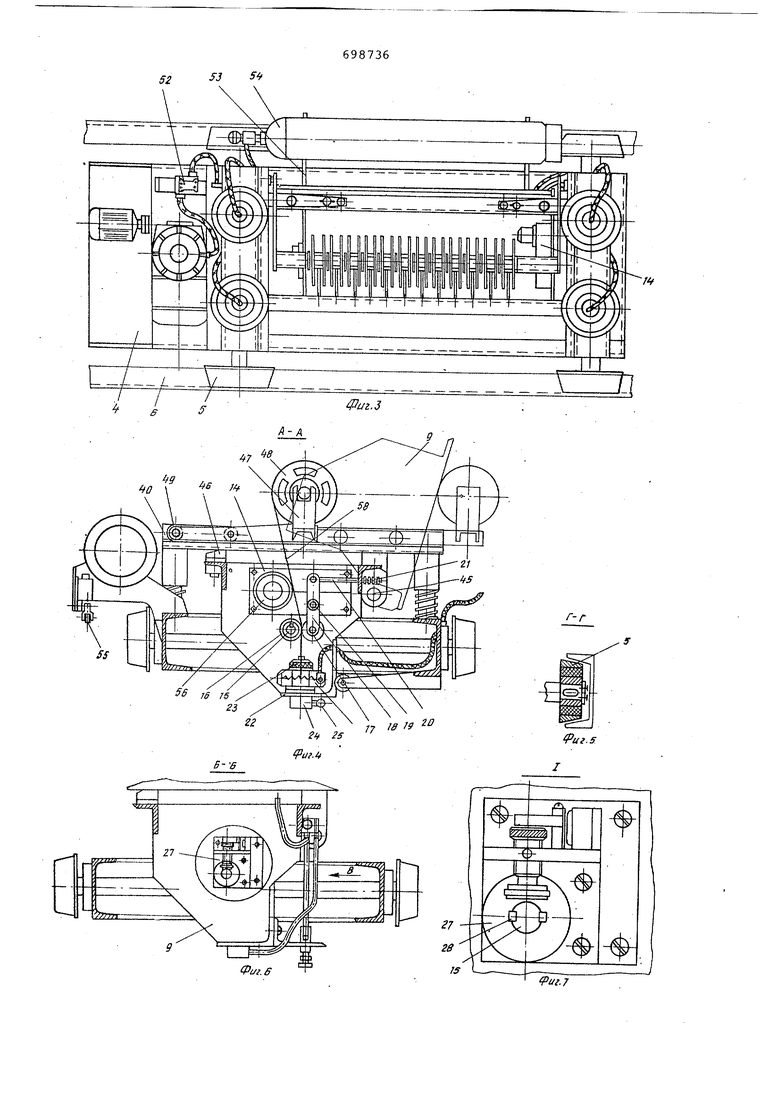
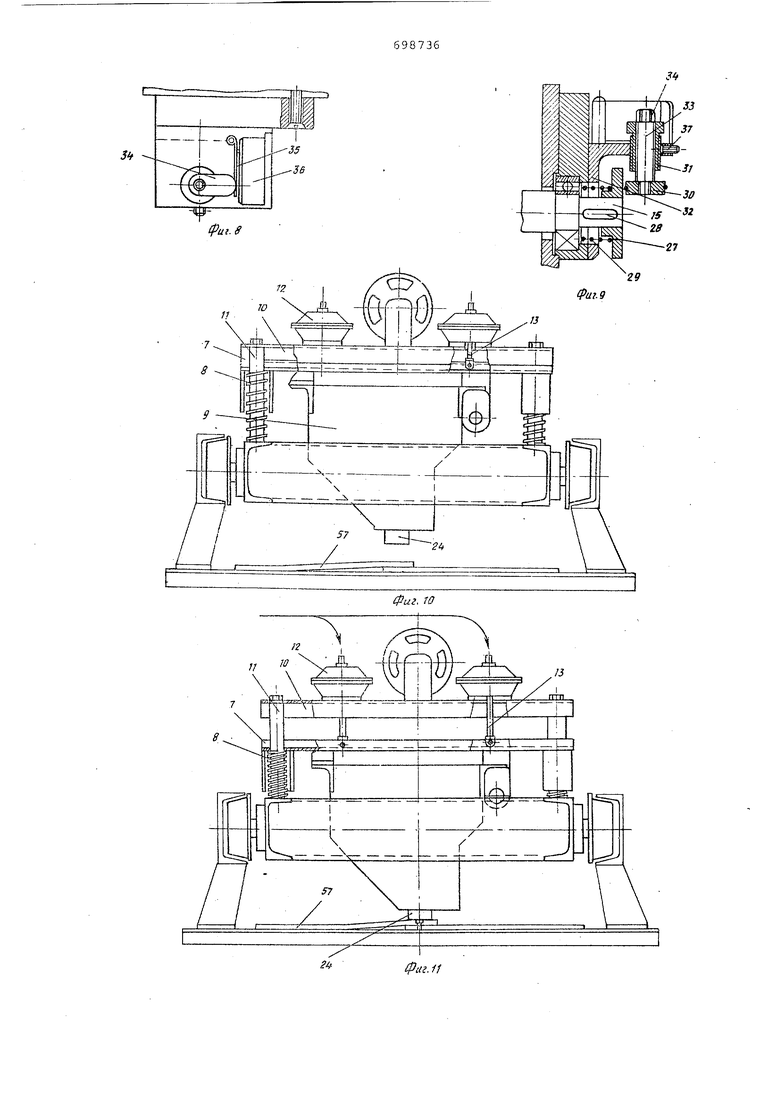
Изобретение относится к области сварки металлических листов электрозаклепками в среде инертных газов. Оно может также найти применение для сварки электрозаклепками уголков, швеллеров и других прокатных и гнутых профилей. Известно устройство для сварки электрозаклепками, содержащее свароч ную головку, механизм подачи сварочной проволоки с приспособлением для регулирования скорости подачи проволоки, систему подачи защитного газа с пневмозолотником и переключатель сварочного тока механизма подачи сва рочной проволоки и пневмозолотника 1. К недостаткам этого устройства от носятся низкая производительность и качество сварки. Целью настоящего изобретения является повышение производительности и качества сварки. Указанная цель достигается благодаря тому, что устройство снабжено механизмом его перемещения от одной сварочной позиции к другой и штоком с упорной тарелкой, смонтированным на сварочной головке с возможностью взаимодействия с упомянутым переключателем, а механизм подачи сварочной проволоки снабжен кулачком для управления механизмом перемещения устройства. На фиг. 1 показана схема установки; на фиг. 2 - общий вид сварочного устройства; на фиг. 3 - то же, в плане; на фиг. 4 - разрез по А-А на фиг. 2 на фиг. 5 - разрез по Г-Г на фиг. 2 на фиг. б - разрез по Б-Б на фиг. 2 на фиг. 7 - механизм подачи сварочной проволоки (узел 1 на фиг.6) на фиг. 8 - то же, в плане; на фиг.9- то же, боковой разрез; на фиг. 1C - положение сварочного устройства до сварки; на фиг. 11 - механизм вк.пючения инертного газа; на фиг. 12 - вид В на фиг. 6. Устройство для сварки электрозаклепками в среде инертных газов снабжено механизмом его перемещения, состоящим из самоходных тележек 1 с закрепленньгм на них порталом 2, на котором установлено устройство для сварки 3 посредством каретки 4, перемещаемой на изолирующих концах 5 по направляющим 6 портала. Внутри каретки на подвижных балках 7, опирающихся на пружины 8, установлена сварочная головка 9.
На неподвижных балках 10, опирающихся на направляющие 11, смонтированы пневмокамеры 12, соединенные своими штоками 13 с подвижными балками 7
Устройство снабжено механизмом подачи сварочной проволоки, состоящим из редуктора 14, соединенного с ведущим валом 15, на котором установлены изолированные подающие ролики 16.
-У
Изолированные прижимные ролики 17 смонтированы в вилках 18, поворачивающихся вокруг оси 19. Верхние концы вилок снабжены штоками 20 с поджимными пружинами 21. В нижней части сварочной головки на консолях 22 установлены сварочные ниппели 23 и прижимные стаканы 24 связанные отверстиями 25 с системой подачи инертного газа в зону сварки.
Механизм 26 регулировки скорости подачи сварочной проволоки, также смонтированный на сварочной головке, состоит из ведущего фрикциона 27, установленного на скользящих шпонках 28 ведущего вала 15 и поджимае мого посредством пружины 29 к ведомому фрикциону 30, который может перемещаться в вертикальном направлении посредством резьбовой втулки 31, установленной в кронштейне 32 сварочной головки. На оси 33 ведомого фрикциона установлен кулачок 35, взаимодействующий при повороте через пружину 35 с переключателем 36, включающим механизм подачи сварочной проволоки и сварочный ток. Положение резьбовой втулки фиксируется винтом 37.
Для обдува инертным газом места сварки, включения сварочного тока и подачи сварочной проволоки, на сварочной головке смонтирован Шток 38, перемещающийся в направляющей 39, закрепленной на кронштейне 40, верхним концом взаимодействующего с пневмозолотником 41 и через пружину 42 - с микропереключателем 43, включающим механизм подачи проволоки и подачи сварочного тока. На нижнем конусе штока установлена регулируемая по высоте упорная тарелка 44.
Сварочная головка установлена на шарнирах 45 и закреплена замками 46. Н$ неподвижных балках 10 установлен магазин 47 со сменными катушками 48. Магазин снабжен роликами 49, передв г.аюшимися по направляющим 50 неподвижных балок.
Подача сжатого воздуха в пневмокамеры 12 осуществляется компрессором 51 через пневмозолотник 52. На кронштейнах 53 каретки 4 установлен баллон 54 с инертным газом. Устройство для сварки 3 снабжено путевьш конечным выключателем 55. Сварочная проволока подается электродвигателем 56.
Устройство работает следующим образом. При остановке портала 2 включаются механизм передвижения устройства 3 и компрессор 51. Движение сва.рочного устройства 3 по направляющим 6 портала 2 прерывается путевым 5 конечным выключателем 55 над местом сварки. Одновременно включается пневмозолотник 52, и сжатый воздух подается в пневмокамеры 12. Сварочная головка 9, опускаясь, нажимает на свариваемые листы 57, при этом первым касаетсч поверхности листов шток 38, который, перемещаясь вверх в направляюьей 39, верхним концом не жимает на пневмозолотник 41 и включает подачу инертного газа из баллона 54 в зону сварки происходит предварительная продувка зоны сварки инертным газом. В момент полного прижима стакана 24 к листам 57 верхний конец штока 38 нажимает на пружину 42 и включает микропереключателем 43 электродвигатель 56 механизма подачи сварочной проволоки 58 и подачу сварочного тока.
5 Через редуктор 14 вращение передается на ведущий вал 15 с установленным на нем подающим роликом 16. Прижимной ролик 17 обеспечивает не-обходимое усилие подачи сварочной
0 проволоки. Регулировка усилия подачи проволоки осуществляется изменением усилия сжатия пружины 21, которое через шток 20 и вилку 18 передается на прижимной ролик 17. Од5 повременно с вращением ведушего вала 15 начинает враиаться фрикцион 27, который приводит во врашение ведомый фрикцион 30 и ось 33 с укрепленным на ней кулачком 34. Кулачок 34, поворачиваясь, через пружину 35 нажимает на микропереключатель 36, который выключает двигатель 56 механизма подачи сварочной проволоки, переключает электропнев.мозолотник 52, выключает подачу сварочного тока
5 и включает механизм передвижения (на чертеже не указан) сварочного устройства 3. Сжатый воздух выходит, из пневмокамер 12, и пружины 8 возвращают сварочную головку 9 в исходное положение. Сварочное устройство 3 перемещается к следующему месту сварки и цикл повторяется.
При необходимости увеличения или уменьшения скорос±иподачи сварочной
5 проволоки отварачивается фиксирующий винт 37 и резьбовая втулка 31 перемешается вверх или вниз в кронштейне 32.
Использование настояшего устройg ства позволяет повысить производи-, тельность и качество сварки электрозаклепками.
Формула изобретения УСТРОЙСТВО для сварки электрозаклепками, содержашее сварочную головку, механизм подачи сварочной проволоки с приспособлением для регулирования скорости подачи проволоки, систему подачи заЕцитного газа с пневмозолотником и переключатель сварочного тока механизма подачи сварочной проволоки и.пневмозолотника, отличающееся тем, что, с целью повышения производительности и качества сварки, устройство снабжено механизмом его перемещения от одной сварочной позиции к другой
и штоком с упорной тарелкой, смонтированным на сварочной головке с возможностью взаимодействия с упомянутым переключателем, а механизм подачи сварочной проволоки снабжен кулачком для управления механизмом перемешения устройства.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 512016, кл. В 23 К 9/20, d974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки электрозаклепками | 1980 |
|
SU889331A2 |
| Устройство для сварки электроза клепками | 1976 |
|
SU597520A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки электрозаклепками | 1985 |
|
SU1250421A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Устройство для сборки и сварки судового набора с полотнищем | 1985 |
|
SU1393569A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |

50
г 3 / /
1риг ifg S3 5
Л
