(54) УСТГОЙСТВО ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки пространственных рам и устройство для его осуществления | 1979 |
|
SU891290A1 |
| Устройство для автоматической сварки электрозаклепками | 1978 |
|
SU768583A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Сварочная головка | 1976 |
|
SU782969A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для дуговой автоматической сварки изделий с пространственно-криволинейными швами | 1986 |
|
SU1388247A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
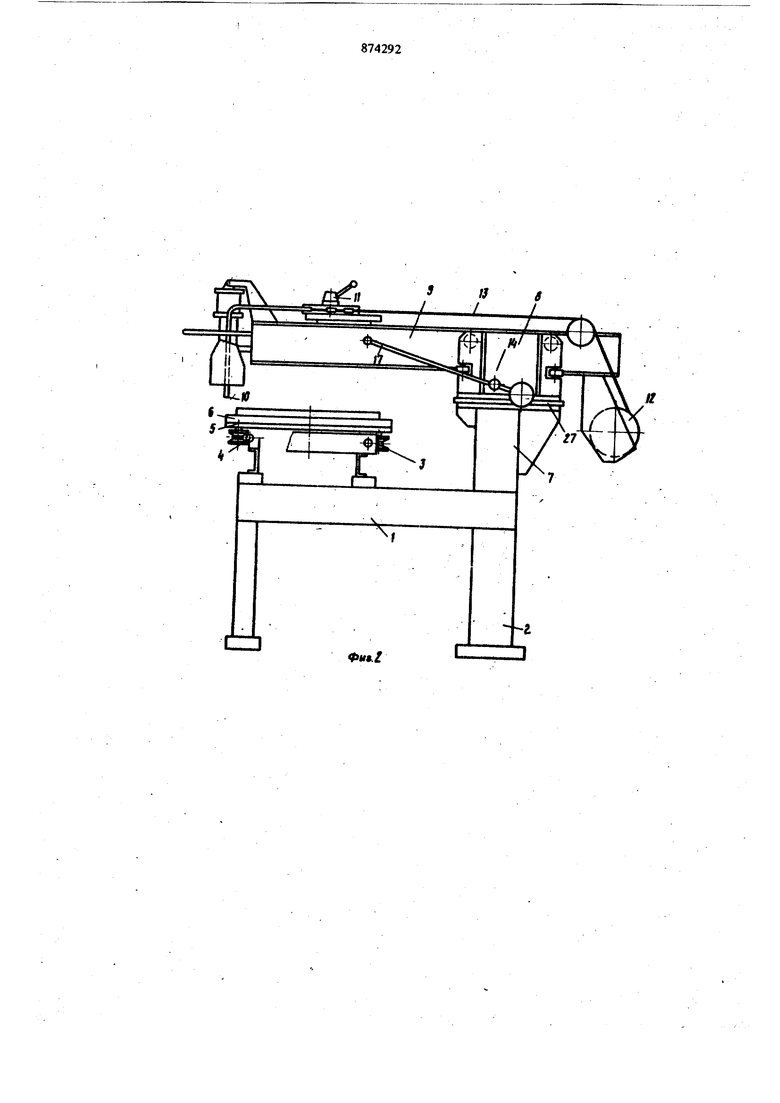
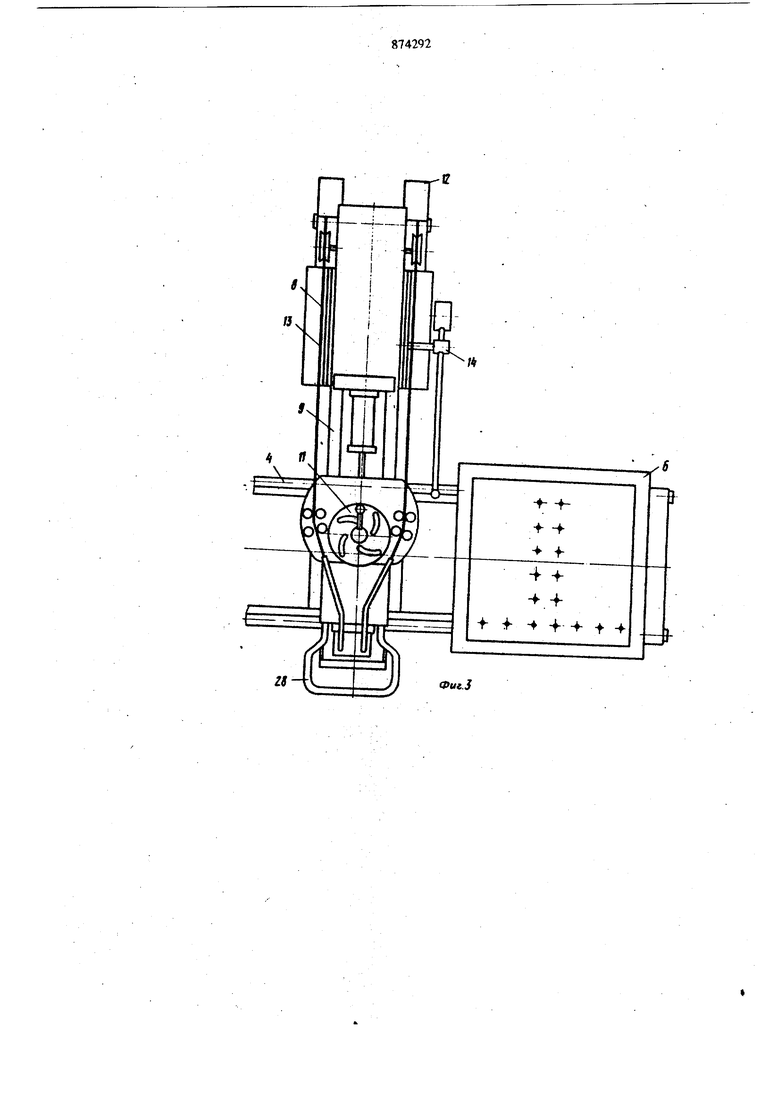

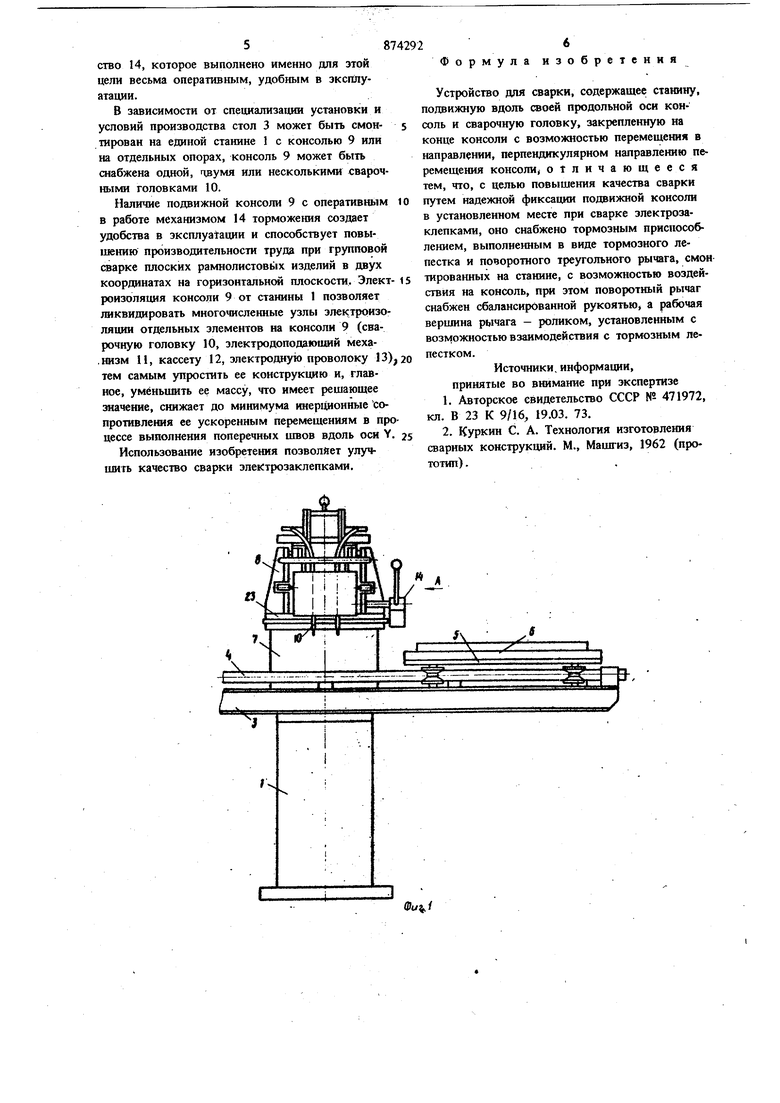
Изобретение относится к электросваро шому автоматизированному оборудованию, в частности к универсальным электрозаклепочным машинам, осуществляющим сварку электрозаклепками плоских рамнолистовых изделий в двух координатах на гортзонтальной плоскости, н может быть использовано в любой отрасли машиностроения. Известно устройство для сварки плоских рамиолистовых изделий в двух координатах на го ризонтальной плоскости, содержащее металлоконструкцию с направляющей балкой, по которой с помощью электромеханического щишода перемещается каретка, несущая подпружиненное устройство шаговой подачи с электроэаклепотаиком и пневмоцилиндром вертикального перемещения. Устройство шаговой подачи содержит 1юворот1шй диск с электромагнитными 1цм1Жямными башмаками, располомжнными радтдшо, равномерно по сжружности с возможностью установочного перемещения в радиальном Haiijpwлении 1.. Недостатком этого устройства является, ограниченность возможности относительного радиалького перемещения башмаков и соответственно изменения шага между электрозаклепками в одном ряду. При необходимости резкого изменения шага в одном ряду, как это имеет место, например, при сварке стенок крупной-производственной тары, выполняемых из рифленого проката с круглыми или трапецеидальными гофрами (колебания шага между электрозаклепками от 30 до ISO мм), использование этого устройства не представляется возможным. Кроме того, неоператквносл изменения программы по шагу и по ограничению длины шва не позволяет осуществить групповую сварку нескольких, даже одаотипиых, изделий, например боковых и торцовых стенок производственной тары при изменении их габ рттов и вида гофры листа. Известна также установка для сварки, содержащая станину, подвижную вдоль своей продольной оси консоль и сварочную головку, закреп лелную на конце консоли с возможиостью перемещения в направлении, перпендикулярном направлеиию перемещения консоли 2. 3 Недостатком известной установки является отсутствие фиксации консоли во время сварки, что снижает ее качество. Цель изобретения - повышение качества свар ки путем надежной фиксации подвижной консо ли в установленном месте при сварке электрозаклепками. Поставленная цель достагается тем, что устро ство для сварки, содержащее станину, подвижную вдоль своей продольной оси консоль и сварочную головку, закреш1енную на конце кон соли с возможностью перемещения в направлении, перпендикулярном направлению перемещения консоли, снабжено тормозным приспособле нием, вьтолненным в виде тормозного лепестк и поворотного треугольного рычага, смонтированных на станине, с возможностью воздействия на консоль, при этом поворотный рычаг снабжен сбалансированной рукоятью, а рабочая вершина рычага - роликом, установленным с возможностью взаимодействия с тор мозным лепестком. На фиг. 1 схематично изображено предлагаемое устрюйство, фронтальный вид; на фиг. 2 то же, вид сбоку; на фиг. 3 - то же, вид (верху; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - вид Б на фиг. 4. Устройство для сварки содержит дауступенчатую станину (фиг. 2), на нижней ступени 2 которой укреплен стол 3 с направляющей 4 каретки 5 со сборочно-сварочным присйособлением 6, а на верхней ступени 7 электроизолиро ванно укреолена направляющая 8 консоли 9 со сварочной головкой 10, злектродоподающим ме ханизмом 11 и кассетой 12 с электродной проволокой 13. Перемещение каретки 5 и консоли 9 производится соответственно вдоль координат X и Y. Головка 10 перемещается в верти кальной плоскоста. Консоль 9 имеет тормозное приспособление 14, которое выполнено в виде фиксатора промежуточных положений консоли 9, снабженного поворотным треугольным рычагом 15 (фиг. 4 и смонтированным на оси 16 в направляющей 8 РЬ1чаг 15 имеет удлиненную рукоять 17, кото рая на плече 18 сбалансирована грузом 19. При повороте рукоятки 17 по часовой стрел ке рычаг IS воздействует вершиной 20 через промежуточный поворотный тормозной лепесток 21 враспор на тело консоли 9. Широкое основание 22 треугольного рычага 15, взаимодействуя с базовой плитой 23 направляющей 8, служит ограничителем поворота рукояти 17 относительно направляющей 8 как при зажатии, так и при освобо)кдении тормозного устройства 14. Лепесток 21 вьшолнен двуслойным. Слой 24, контактарующий с телом коисоли 9, выполнен из фрикционного эластомера, например из резииы, а слой 25, контактирующий с 2 верптной 20 рычага 15, изготовлен из стальной пружинной ленты. При этом веригана 20 рычага 15 снабжена роликом 26. Так как направляющая 8 и консоль 9 электроизолнрованы прокладкой 27 от станины 1, то на консоли 9 не требуется изоляция механических и сварочных элементов друг от друга. Электроизоляция имеет место лишь на ручке 28 перемещения консоли 9 и других рукоятках и рукоятях управления. Предлагаемое устройство работает следующим образом. Свариваемые элементы изделия укладываются в приспособление 6, и каретку 5 с изделием перемещают вдоль координаты X в первую позицию сварки под сварочную головку. 10. Перемещением консоли 9 вдоль координаты Y устанавливают головку 10 в необходимое положение для выполнения продольного на издеЛИИ, и подъемом рукояти 17 вверх до упора фикснруют это положение консоли 9. При этом ролик 26 верншны 20 треугольного рычага 15 прокатывается по стальному слою 25 лепестка 21, переходит мертвую точку благодаря тому, что слой 24, выполненный из резины, сжимается и за счет последующего разжатия слоя 24 фиксируется в верхнем положении. Конечное положение поворота рычага 15 ограничивается основанием 22 треугольного рычага 15, когда кромка одного из углов основания 22 упирается в базовую плиту 23 направляющей 8. Затем включается сварочная часть и в процессе перемещения каретки 5 выполняется продольный электрозаклепочный шов (показанный точками на фиг. 3) в автоматическом, полуавтоматическом млн ручном режиме. При групповом изготовлении каких-либо изделий, например стенок производственной тары, выполненных из гладкого листа, из листа с круглыми или трапецеидальными гофрами, к которому приваривают электрозаклепками продольные и поперечные усилители, расположение продольных швов изменяется при переходе от одного типоразмера к другому, соответственно изменяется настройка расположения сварочной головки 10 с помощью тормозного устройства 14 консоли 9. По окончании сварки продольного шва (вдоль координаты X), осуществляется сварка поперечных швов (вдоль координаты Y). Эти швы выполняются, как правило, при ручном перемещении консоли 9 и выключенном тормозном устройстве 14. Но для облегчеиия процесса работы, для того, чтобы инерционные толчки при подъеме и опускании головки 10 не передавались на ручку 28 и соответственно на руку оператора, удерживающую консоль 9 в рабочей позиции, целесообразно и при выполнении поперечных июов использовать тормозное устройство 14, которое выполнено именно для этой цели весьма оперативным, удобным в эксплуатации.
В эависимостн от специализации установки и условий производства стол 3 может быть смойтирован на единой станине 1 с консолью 9 или на отдельных опорах, консоль 9 может быть снабжена одной, чвумя или несколькими сварочными головками 10.
Наличие подвижной консоли 9 с оперативным в работе механизмом 14 торможения создает удобства в эксплуа1ации и способствует повышению производительности труда при групповой сварке плоских рамнолистовь1х изделий в двух координатах на горизонтальной плоскости. Электроизоляция консоли 9 от станины 1 позволяет ликвидировать многочисленные узлы злектрризоляции отдельных злементов на консоли 9 (сварочную головку 10, электродоподающий меха.низм 11, кассету 12, электродную проволоку 13) тем самым упростить ее конструкцию и, главное, уменьшить ее массу, что имеет решаюшее значение, снижает до минимума инер1й1онные сопротивления ее ускоренным перемещениям в процессе выполнения поперечных швов вдоль оси Y.
Использование изобретения позволяет улучшить качество сварки злектрозаклепками.
Формула изобретения
Устройство для сварки, содержащее станину, подвижную вдоль своей продольной оси консоль и сварочную головку, закрепленную на конце консоли с возможностью перемещения в направлении, перпендикулярном направлению перемещения консоли, отличающееся тем, «по, с целью повышения качества сварки путем надежной фиксации подвижной консоли в установленном месте при сварке злектрозаклепками, оно снабжено тормозным приспособлением, выполне1шым в виде тормозного лепестка и поворотного треугольного рычага, смон тированных на станине, с возможностью воздействия на консоль, при этом поворотный рычаг снабжен сбалансированной рукоятью, а рабочая вершина рычага - роликом, установленным с возможностью взаимодействия с тормозным лепестком.
Источники, информации, принятые во внимание при экспертизе
;ES 9 Ф11.1 а
