4
со
ч
со
сриг.1
314
Изобретение относится к строительству, р частности к устройствам для навивки каркаса, и может быть использовано для изготовления железобетонных напорных виброгидропрессо- ванных труб.
Цель изобретения - повышение качества навивки за счет расположения концевых витков арматуры раструба в одной плоскости и обеспечение проектной толщины защитного слоя на торце трубы.
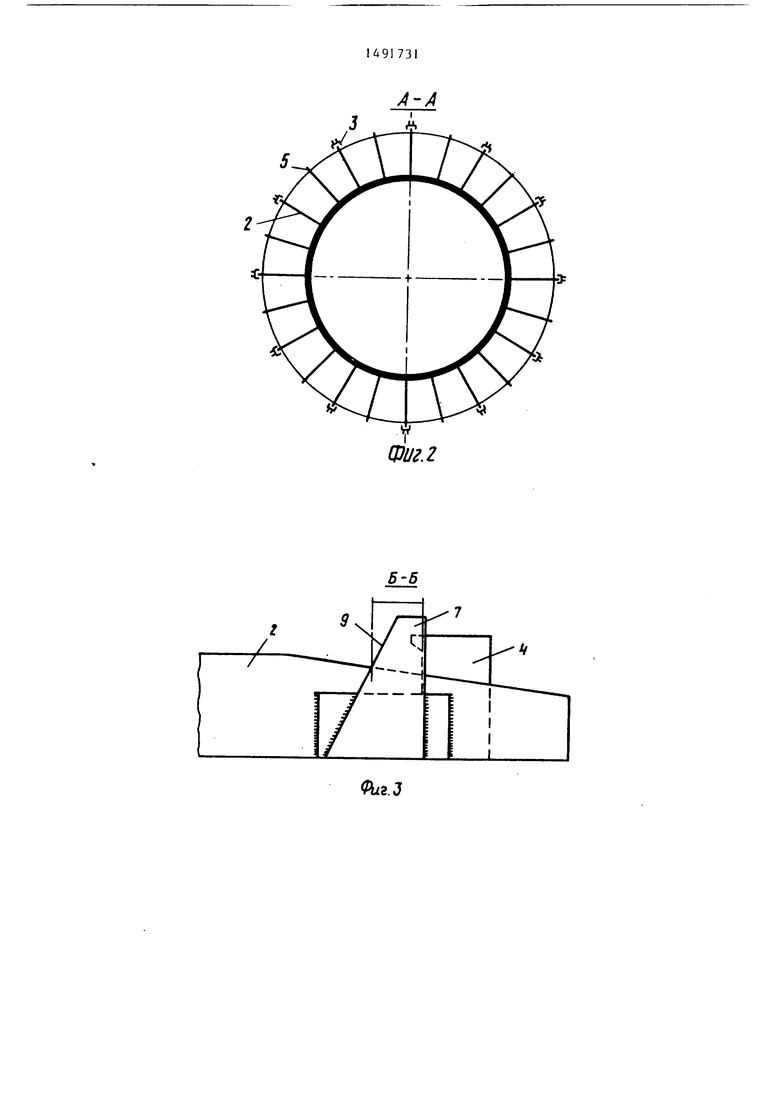
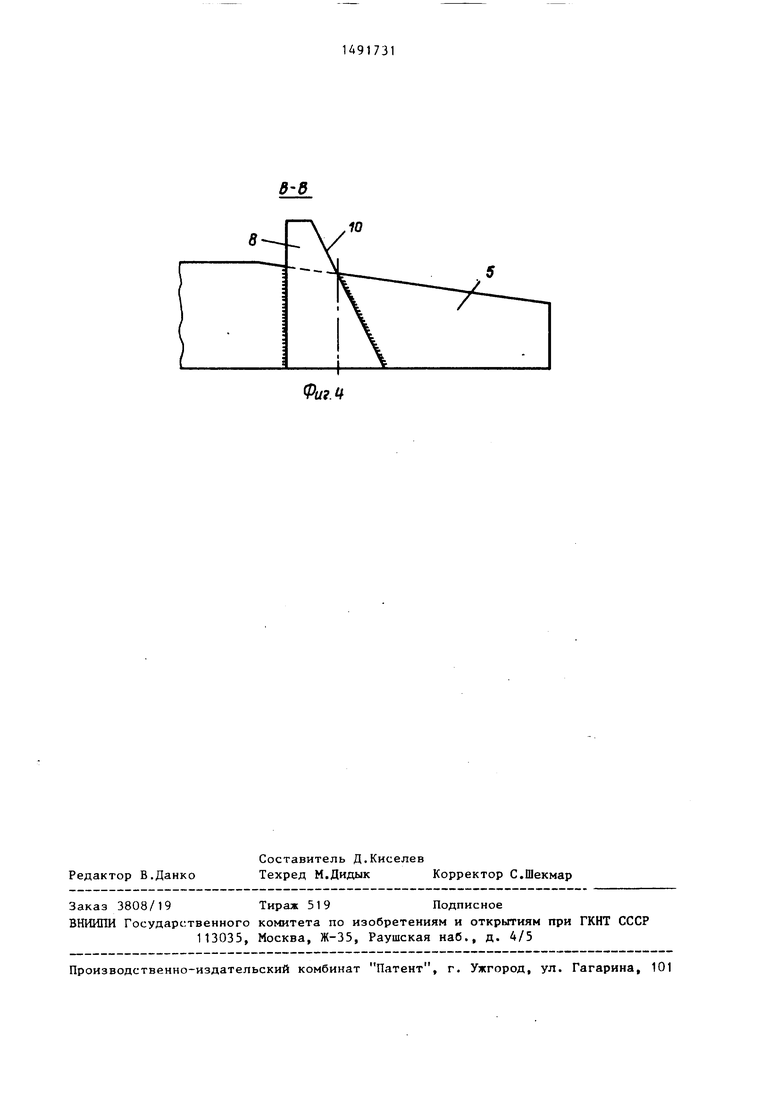
На фиг. 1 изображен ротор с рейкр ми; на фиг. 2 - разрез А-А на фиг.1, на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. А - разрез В-В на фиг. 1.
Устройство для навивки спирально- перекрестного каркаса включает ротор
1, на котором расположены основные рейки крепления разделительной полосы 3 с ограничителями 4 и промежуточные рейки 5. На всех рейках
2и 5 со стороны раструбной части 6 установлены направляющие 7 и 8 соответственно, имеющие скосы 9 и 10, наравленные в разные стороны, причем
на основных рейках 2 под разделительную полосу 3 скос 9 направляющей 7
обращен к втулочной части 11, а на Промежуточных рейках 5 скос 10 направляющей 8 обращен к раструбной части 6. Направляющие 7 и 8 соседних реек 2 и 5 смещены относительно друг друга.
Устройство работает следующим образом.
На основные рейки 2 устанавливают разделительные полосы 3, упирающиеся в ограничители 4. Конец арматуры закрепляют на втулочной части 11 ротора 1. При включении привода (не показан) приводят во вращение ротор 1, каретка (не показана) перемещается от втулочной 11 к раструбной 6 части. На малых оборотах навивают дв спирали с целью предотвращения спада
0
5
0
5
0
5 .
0
5
14
ния разделительных полос 3 с реек 2. , увеличивая скорость вращения ротора 1 до рабочей, продолжают дальнейшую навивку. Когда каретка достигает торца в раструбной части 6, арматура попадает на обращенный к втулочной части 11 скос 9 направляющей 7, соскальзывает с нее и зацепляется за ближайший язычок разделительной полосы 3.
При дальнейшем вращении ротора 1 арматура попадает на обращенный к раструбной части 6 скос 10 направляющей 8, установленной на промежуточной рейке 5, соскальзывает с нее, укладываясь на рейку. При последующем перемещении каретки к втулочной части 11 арматура зацепляется за язычки разделительных полос 3. В результате многократного перемещения каретки образуется спирально-перекрестный каркас.
Формула изобретения Устройство для навивки спирально- перекрестного каркаса из арматурной проволоки для виброгидропрессованных труб, содержащее ротор с раструбной и втулочной частями, на котором размещены основные рейки с ограничителями в раструбной части для крепления разделительной полосы и установленными между ними промежуточными рейками, отличающееся тем, что, с целью повьш1ения качества навивки, каждая рейка снабжена направляющими со скосами для раскладки торцовых витков арматурной проволоки, скосы направляющих, размещенных на основных рейках, направлены в сторону втулочной части ротора, а скосы других направляющих - в сторону раструбной части ротора, при этом ограничители устанавливаются на расстоянии, обеспечивающем заданную толщину защитного слоя трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор станка для изготовления арматурных каркасов железобетонных труб | 1989 |
|
SU1706767A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU688588A2 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| Железобетонная напорная виброгидропрессованная труба | 1981 |
|
SU987263A1 |
| Способ распалубки виброгидропрессованных труб из бетонных смесей | 1989 |
|
SU1673465A1 |
| Устройство для изготовления арматурных каркасов | 1977 |
|
SU750019A1 |
| Приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы | 1990 |
|
SU1775295A1 |
Изобретение относится к области строительства и может быть использовано для изготовления железобетонных напорных виброгидропрессованных труб. Целью изобретения является повышение качества навивки. Это достигается тем, что каждая рейка 2 и 5 соответственно снабжена направляющими 7 и 8 со скосами для раскладки торцовых витков арматурной проволоки, скосы направляющих 7 направлены в сторону втулочной части 11 ротора 1, а скосы направляющих 8 - в сторону раструбной части 6 ротора 1, при этом ограничители 4 устанавливаются на расстоянии, обеспечивающем заданную толщину защитного слоя трубы. 4 ил.
fPu.tt
| Попов А.А | |||
| и др | |||
| Производство железобетонных напорных виброгидропрессованньгх труб | |||
| М | |||
| : Стройиздат, 1979 | |||
| Чече А.А | |||
| Железобетонные напорные трубы | |||
| Минск; Наука, 1981 |
