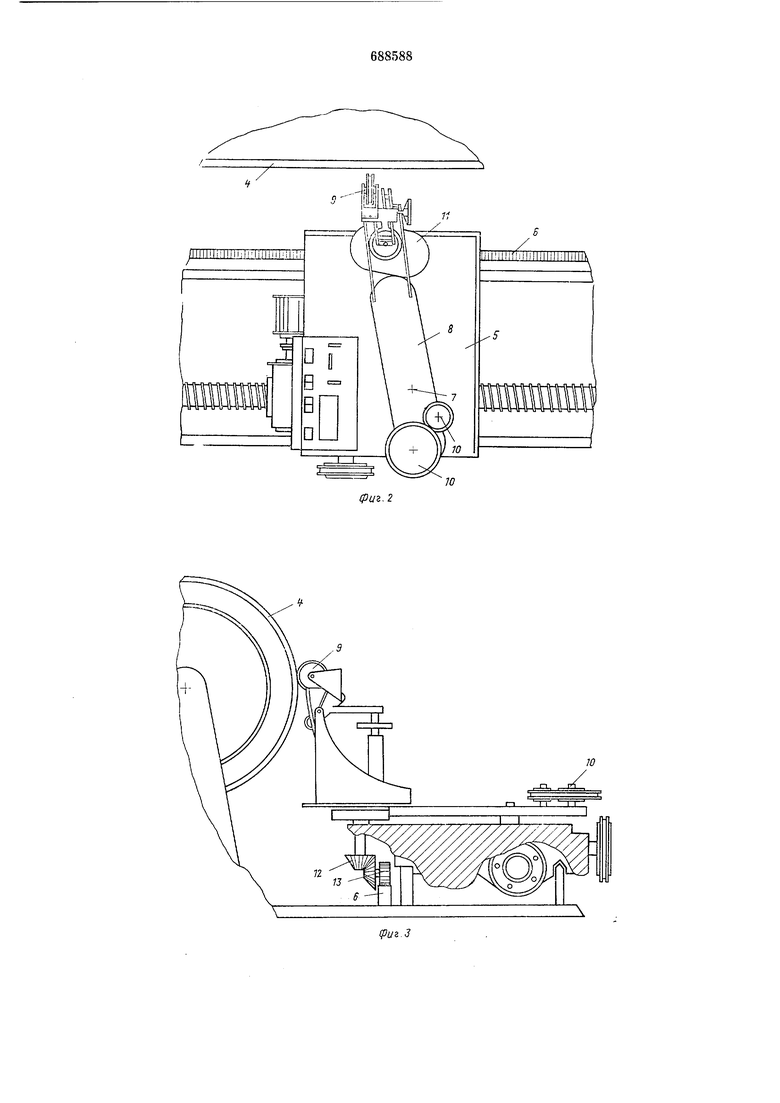
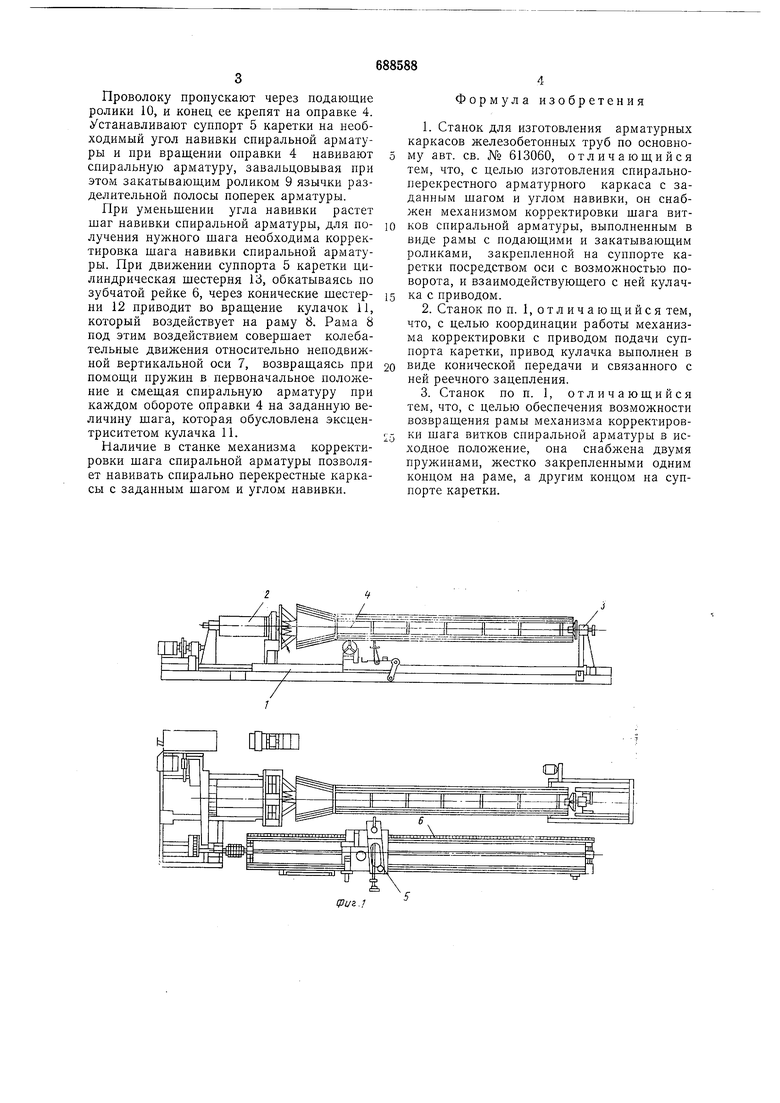
Проволоку пропускают через подающие ролики 10, и конец ее крепят на оправке 4. Устанавливают суппорт 5 каретки на необходимый угол навивки спиральной арматуры и при вращении оправки 4 навивают спиральную арматуру, завальцовывая при этом закатывающим роликом 9 язычки разделительной полосы поперек арматуры.
При уменьшении угла навивки растет щаг навивки спиральной арматуры, для получения нужного шага необходима корректировка шага навивки спиральной арматуры. При движении суппорта 5 каретки цилиндрическая шестерня 13, обкатываясь по зубчатой рейке 6, через конические шестерни 12 приводит во вращение кулачок 11, который воздействует на раму 8. Рама 8 под этим воздействием совершает колебательные движения относительно неподвижной вертикальной оси 7, возвращаясь при помощи пружин в первоначальное положение и смещая спиральную арматуру при каждом обороте оправки 4 на заданную величину щага, которая обусловлена эксцентриситетом кулачка 11.
Наличие в станке механизма корректировки шага спиральной арматуры позволяет навивать спирально перекрестные каркасы с заданным шагом и углом навивки.
Формула изобретения
1.Станок для изготовления арматурных каркасов железобетонных труб по основному авт. св. № 613060, отличаюшийся тем, что, с целью изготовления спиральноперекрестного арматурного каркаса с заданным шагом и углом навивки, он снабжен механизмом корректировки шага витков спиральной арматуры, выполненным в виде рамы с подающими и закатывающим роликами, закрепленной на суппорте каретки посредством оси с возможностью поворота, и взаимодействующего с ней кулачка с приводом.
2.Станок по п. 1, отличающийся тем, что, с целью координации работы механизма корректировки с приводом подачи суппорта каретки, привод кулачка выполнен в
виде конической передачи и связанного с ней реечного зацепления.
3.Станок по п. 1, отличающийся тем, что, с целью обеспечения возможности возвращения рамы механизма корректировки шага витков спиральной арматуры в исходное положение, она снабжена двумя пружинами, жестко закрепленными одним концом на раме, а другим концом на суппорте каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| Устройство для навивки спиралей | 1977 |
|
SU622534A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| УСТРОЙСТВО для БЕССТУПЕНЧАТОГО РЕГУЛИРОВАНИЯ | 1967 |
|
SU194748A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
| Приспособление к токарному станку для навивки пружин | 1973 |
|
SU471937A1 |
| Устройство для сварки арматурных пространственных каркасов | 1983 |
|
SU1174210A1 |