МАШИНА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ДЕТАЛЕЙ ИЗ ТЕРМОРЕАКТЙВНОГО
Заявлено 3 августа 1960 г. за Л 675459 /23 Комитет по делам изобретений и открытий при Совете Министрив СССР
Опубликовано в «Бюллетене изобретений № 15 за 1962 г.
Известны машины для непрерывного изготовления профильных деталей из термореактивного материала, включающие электрообогреваемый корпус с материальной камерой, над которой расположен бункер, снабженный дозирующим приспособлением, гидравлический цилиндр материального плунжера, обрабатывающее устройство, расположенное около формующей головки, закрепленной на торцовой части корпуса, и гидропривод с автоматической системой электроуправления. Однако такие мащины не позволяют интенсифицировать процесс изготовления деталей.
В описываемой мащине для интенсификации процесса изготовления деталей из термореа-ктивного материала на основе древесного наполнителя, например стружки, материальная камера выполнена в виде двух цилиндрических емкостей, соединенных между собой конусной перемычкой. Для разрыхления прессматериала в материальной камере и создания достаточного предварительного удельного давления на перерабатываемый термореактивный материал материальный плунжер выполнен в виде снабженного ребрами ступенчатого пуансона с цилиндрическим отверстием в центре. Этот пуансон взаимодействует с неподвижным дорном, закрепленным посредством кронштейна на станине со стороны гидравлического цилиндра материального плунжера.
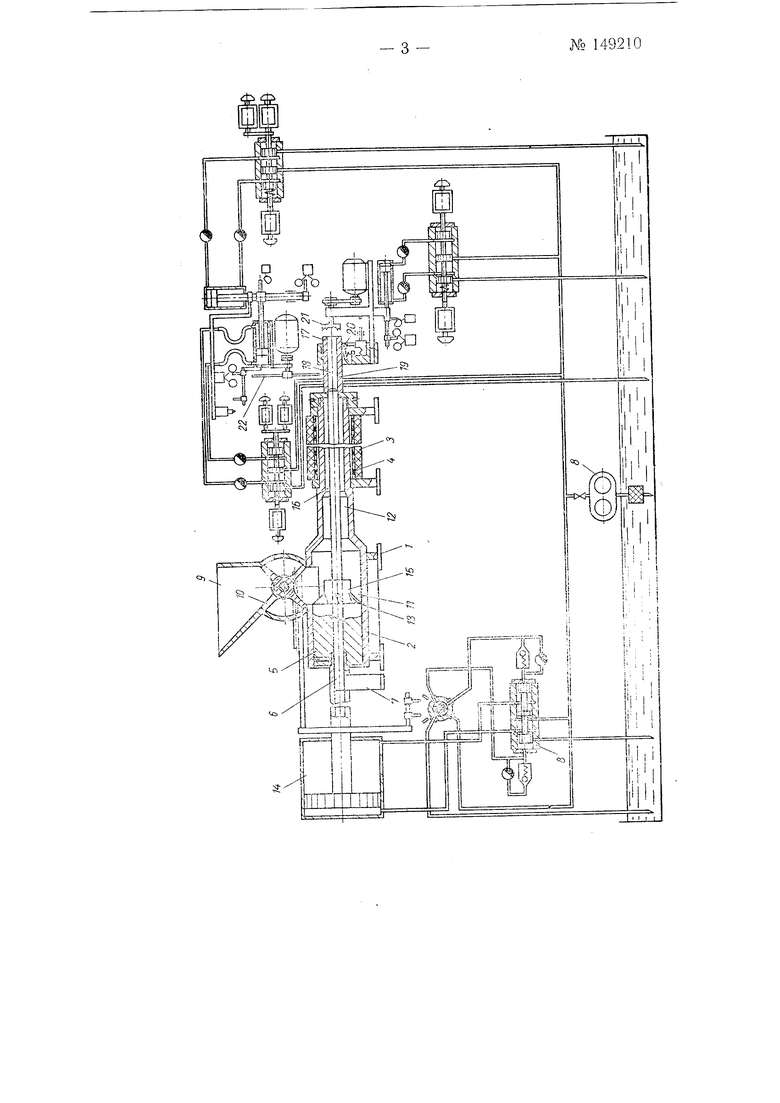
На чертеже изображена схема описываемой мащины.
Мащина для непрерывного изготовления профильных деталей из термореактивного материала состоит из станины 1, материальной камеры 2, устройства 3 для электрообогрева, формующей головки 4, ступенчатого материального плунжера 5, неподвижного дорна 6, укрепленного на стойте 7 станины 1, гидропривода 8 и автоматической системы электроуправления гидроприводом 8.
МАТЕРИАЛА
Afc 1492iO- 2 Термореакгивный материал поступает из бункера 9 к дозатору 10, а от него в материальную камеру 2. Плунжер 5 перемещает материал из полости П камеры 2 в полость 12, при этом его ребра 13 производят разрыхление прессматериала. В полости 12 материал предварительно брикетируется. При дальнейшем движении вправо плунжера 5 под воздействием гидроцилиндра 14 пуансон 15 -плунжера 5 подает брикет в полость 16 формующей головки 4, где происходит окончательное уплогнение прессматериала. По мере его продвижения в зону электрообогрева материал пластифицируется, дополнительно обжимается и претерпевает полимеризацию. Готовое издел1;е в виде трубы 17, внутреннее отверстие 18 которой образовано дорном 6, подходит правым концом 19 к обрабатывающему устройству 20, резцовая головка 21 которого снимает с конца 19 внешнюю и внутреннюю фаски, а фреза 22 производит разрезку трубы 17 на отдельные детали, которые поочередно падают на транспортер или в сборный бункер. В случае необходимости изготовления деталей другого профиля производится замена формующей головки 4.
Описываемая машина позволяет автоматизнровать процесс изготовления профильных деталей из термореактивного материала, сделать процесс экструдировалия непрерывным, увеличить производительность и повысить качество готовой продукции.
Предмет изобретения
1. Машина для непрерывного изготовления профильных деталей из термореактивного материала, включающая электрообогреваемый корпус с материальной камерой, над которой расположен бункер, снабл енный дозирующим приспособлением, гидравлический цилиндр материального плунжера, обрабатывающее устройство, расположенное около формующей головки, закрепленной на торцовой части корпуса, и гидропривод с автоматической системой электроуправления, отлича;ощаяся тем, что, с целью интенсификации процесса изготовления деталей нз термореактивного материа та на основе древесного наполнителя, например древесной стружки, материальная камера выполнена в виде двух цилиндрических емкостей, соединенных между собой конусной перемычкой.
2. Машина по п. 1, отличающаяся тем, что, с целью разрыхления прессматериала в материальной камере и создания достаточного предварительного удельного давления на перерабатываемый термореактивный материал, материальный плунжер выполнен в виде снабженного ребра.ми ступенчатого пуансона с цилиндрическим отверстием в центре, взаимодействующего с неподвижным дорном, закрепленным посредством кронштейна на станине со стороны гидравлического цилиндра материального плунжера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| ТАБЛЕТИРОВАНИЯ ТЕРМОРЕАКТИВНОГО ПРЕССМАТЕРИАЛА | 1967 |
|
SU196279A1 |
| Машина для таблетирования волокнистых прессматериалов | 1961 |
|
SU148221A1 |
| Инжекционный узел к литьевой машине для переработки термопластичных полимерных материалов | 1961 |
|
SU144012A1 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1984 |
|
SU1193012A2 |
| Термопластавтомат для переработки полиамидных полимерных материалов | 1961 |
|
SU145340A1 |
| Дозатор-пластикатор для термореактивных пресс-материалов | 1980 |
|
SU937173A2 |
| ПРЕСС НАВЕСНОЙ ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ДЛЯ БРИКЕТИРОВАНИЯ ОПАВШЕЙ ЛИСТВЫ | 2011 |
|
RU2452170C1 |
| Способ прессования биоматериалов и термореактивных пластмасс и таблеточная гидравлическая машина | 1985 |
|
SU1585174A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2656468C1 |