Известны способы изготовления стержневых деталей, например зуба бороны, имеющих утолш,ение в средней части и разные диаметры концов.
Отличительная особенность описываемого способа состоит в том, что процесс изготовления деталей осуществляется горячим выдавливанием с последующей подсадкой выдавленного конца. На первом этапе используется пуансон, диаметр отверстия которого меньше необходимого диаметра изделия, а на втором переходе выдавленный конец изделия подсаживается до необходимого диаметра в соответствующем пуансоне. Такой способ изготовления стержневых деталей увеличивает срок службы используемого инструмента.
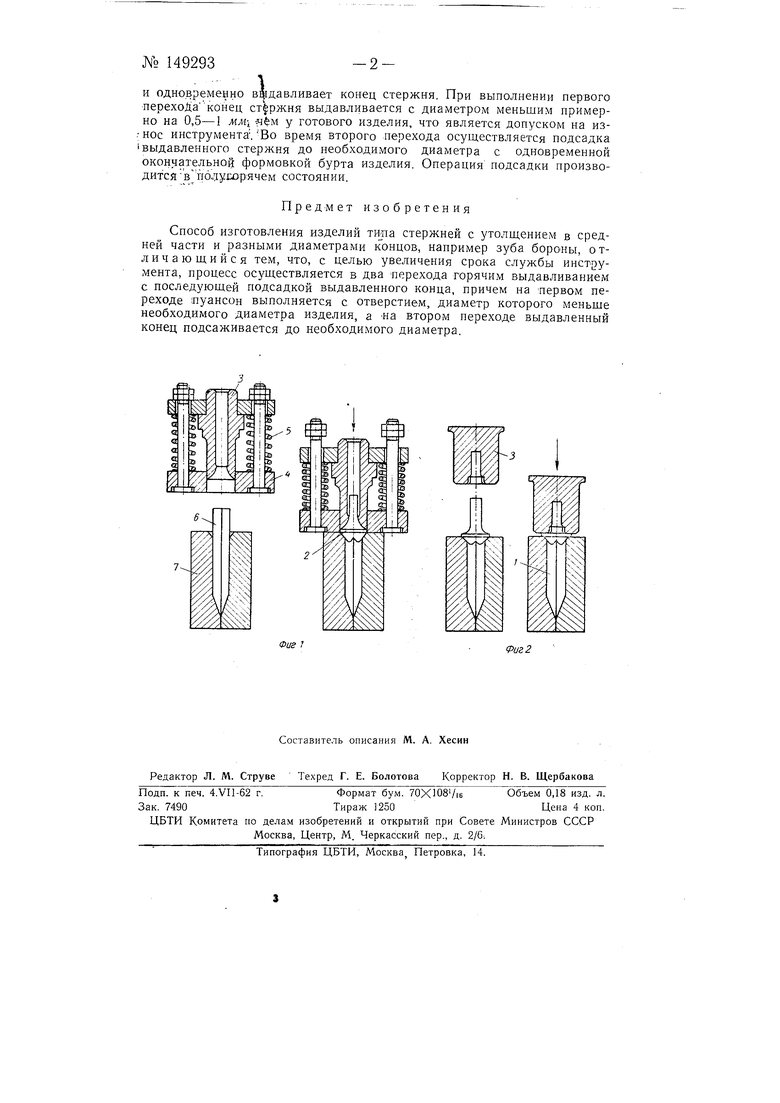
На фиг. 1 изображено положение инструмента в начале и конце первого перехода при изготовлении стержневых деталей по описываемому способу на фиг. 2 - то же, при выполнении второго перехода - подсадки изделия.
Деталь / изготовляют в два перехода. Во время первого перехода осуществляют высадку бурта 2 детали с одновременным горячим выдавливанием конца стержня меньщего диаметра.
Инструмент для осуществления этого перехода состоит из полого пуансона 3, подвижной обоймы 4 и пружин 5. Пуансон с обоймой крепятся к ползуну пресса (на чертеже не показан), а заготовка 6 зажимается в матрицах 7 щтампа.
Для осуществления первого перехода нагретую заготовку устанавливают в полуматрицы и включают пресс. Под действием пружин подвижная обойма, опережая пуансон, прижимается к полуматрицам и создает закрытую камеру. В конце хода пуансон высаживает заготовку
и одновременно выдавливает конец стержня. При выполнении первого переходаконец стержня выдавливается с диаметр01м меньшим примерно на 0,5-1 MMi-JitM у готового изделия, что является допуском на изгнос инструмента . Во время второго перехода осуществляется подсадка i выдавленного стержня до необходимого диаметра с одновременной окончательной формовкой бурта изделия. Операция подсадки производитсйвполуиэрячем состоянии.
Предмет изобретения
Способ изготовления изделий типа стержней с утолщением в средней части и разными диаметрами концов, например зуба боровы, отличающийся тем, что, с целью увеличения срока службы инструмента, процесс осуществляется в два церехода горячим выдавливанием с последующей подсадкой выдавленного конца, причем на первом переходе иуансон выполняется с отверстием, диаметр которого меньще необходимого диаметра изделия, а «а втором переходе выдавленный конец подсаживается до необходимого диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Пресс для холодного выдавливания | 1963 |
|
SU212064A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ изготовления ступенчатыхдЕТАлЕй | 1979 |
|
SU821014A1 |
