Изобретение относится к обработке еталлов давлением, в частности к истовой штамповке, и может быть спользовано в различных отраслях ашиностроения при изготовлении изелий из тонколистовых, преимущестенно малопрочных, материалов, подергаемых формоизменяющим или разелительным операциям с помощью эластичного инструмента.
Цель изобретения - расширение технологических возможностей, повыение стойкости и упрощение конструкции эластичного инструмента.
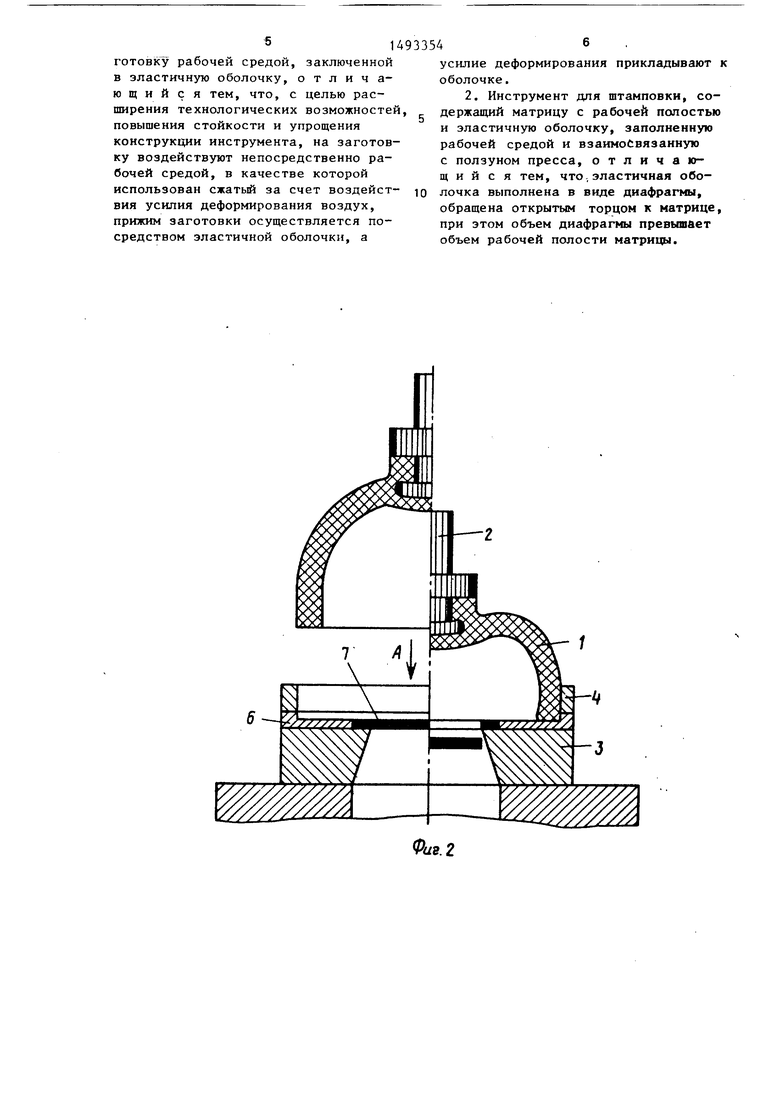
На фиг. 1 изображена схема осуществления способа для формообразуюей операции штамповки - вытяжки, причем на левой половине чертежа изображено начало деформации, а на - правой ее завершение; на фиг. 2 - схема осуществления способа для разделительной операции штамповки - последовательной вырубки шайбы, где левая половина чертежа изображает момент, предшествующий вырубке, а правая рабочий момент; на фиг. 3 - вид по стрелке А.на фиг. 2.
Устройство для осуществления способа содержит пуансон, представляющий собой эластичную обоЛочку, выполненную в виде диафрагмы 1, внутренний объем которой превышает объем рабочей полости матрицы. С помощью хвостовика 2, сопряженного соединением в замок с диафрагмой, последнюю крепят к ползуну пресса (не показан). Крепление производят так, чтобы открытый торец диафрагмы был обращен к заготовке. Роль жесткого инструмента выполняет матрица 3, на которой расположен ограничитель 4 с отверстием, выполненным по размеру наружного диаметра диафрагмы. Упоры 5 и направляющие планки 6 служат для фиксации заготовки 7.
При осуществлении способа, предназначенного для выполнения формоизменяющих операций (фиг. 1, заготовку 7 помещают на матрицу 3, фик- лируя ее по упорам 5. При рабочем ходе пресса диафрагма 1 от действия хвостовика 2 приходит в движение и перед контактом с заготовкой 7 попадает в отверстие ограничителя 4. Далее осуществляют прижим заготовки открытым торцом диафрагмы, в результате чего порция воздуха находящегося внутри диафраг мы из олируется
5
0
5
0
5
0
5
0
от наружной среды. Затем усилие деформирования прикладывают к диафрагме, которое передается ей от хода пресса. В результате диафрагма 1, заключенная в отверстии ограничителя 4, препятствующего ее деформации в стороны, деформируется внутрь, уменьшая свой внутренний объем и сжимая при этом находящийся внутри нее воздух. Давление внутри диафрагмы возрастает и становится больше, наружного, действующего на заготовку снизу со стороны матрицы. Когда давление воздуха внутри диафрагмы превысит сопротивление материала заготовки деформированию, заготовка начинает принимать форму матрицы. Так как внутренний объем диафрагмы больше объема рабочей лости матрицы, вытесняемьй из диафрагмы воздух занимает весь внутренний объем рабочей полости матрицы, и заготовка 7 оказывается плотно прижатой к ее стенкам.
При осуществлении способа для выполнения разделительных операций (фиг. 2 и 3) при рабочем ходе пресса диафрагмой 1 первоначально осуществляют прижим заготовки (полосы) 7 в зоне вырубки и далее деформируют диафрагму ходом пресса. Вследствие наличия острых кромок на рабочих отверстиях матрицы 3 и избыточного давления воздуха внутри диафрагмы производят разделение материала заготовки.
При обратном ходе пресса диафрагма вследствие упругости ее стенок принимает первоначальную форму, полосу 7 передвигают на шаг подачи по напранляющим планкам 6, фиксируя ее по упорам 5. Далее процесс повторяют.
Пример. Формовали -сферический колпачок с радиусом сферы R 55 мм с фланцем 105 мм и высотой h 25 мм из жести белой 0,55 мм при усилии пресса 16 Тс с толщиной стенки резиновой диафрагмы 12 мм.
При объеме изделия около 117,5см объем диафрагмы составлял 152,5см .
55
Формула изобретения
1. Способ штамповки, заключающийся в прижиме, воздействии на заготовку рабочей средой, заключенной в эластичную оболочку, отличающийся тем, что, с целью расширения технологических возможностей повышения стойкости и упрощения конструкции инструмента, на заготовку воздействуют непосредственно рабочей средой, в качестве которой использован сжатый за счет воздействия усилия деформирования воздух, прижим заготовки осуществляется посредством эластичной оболочки, а
усилие деформирования прикладывают к оболочке.
2. Инструмент для штамповки, содержащий матрицу с рабочей полостью и эластичную оболочку, заполненную рабочей средой и взаимосвязанную с ползуном пресса, отличающийся тем, что,эластичная оболочка выполнена в виде диафрагмы, обращена открытым торцом к матрице, при этом объем диафрагмы превышает объем рабочей полости матрицы.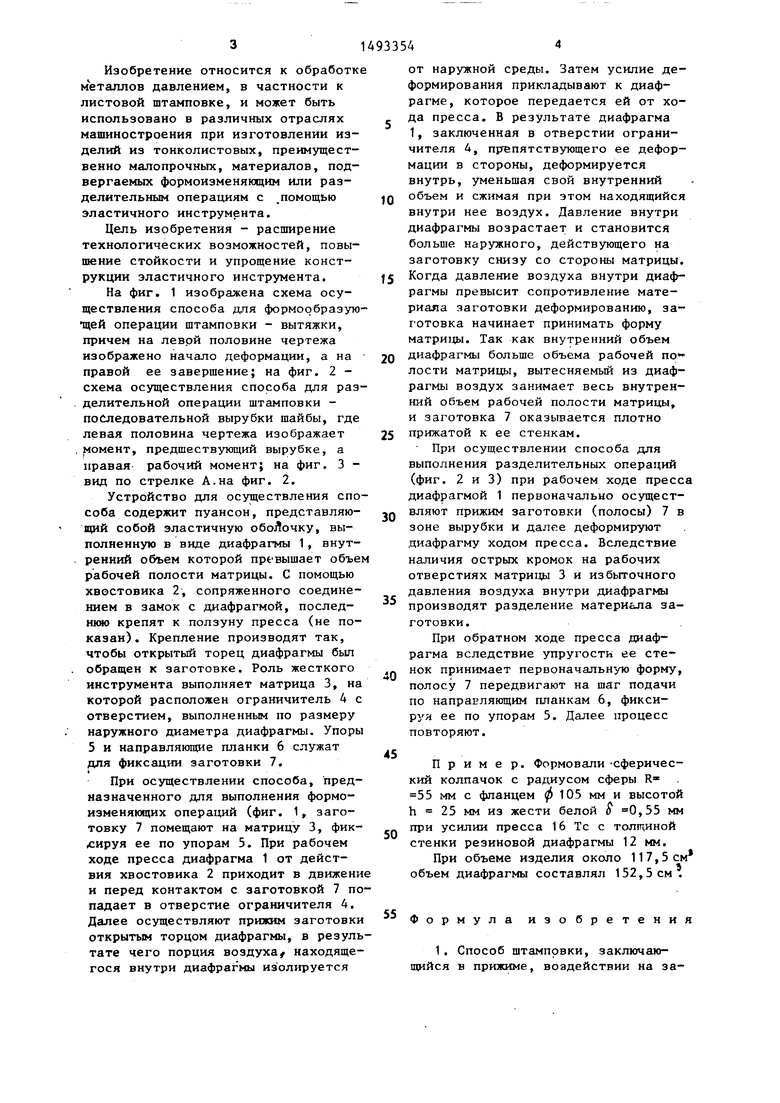
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| Способ изготовления оболочек из тонколистовых заготовок | 2024 |
|
RU2831802C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2387512C2 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
Изобретение относится к обработке металлов давлением ,в частности, к листовой штамповке, и может быть использовано в различных отраслях машиностроения при изготовлении изделий из тонколистовых, преимущественно малопрочных, материалов, подвергаемых формоизменяющим или разделительным операциям с помощью эластичного инструмента. Цель изобретения - расширение технологических возможностей, повышение стойкости и упрощение конструкции инструмента. Заготовку 7 помещают на матрицу 3. При рабочем ходе пресса диафрагма (Д) 1 попадает в отверстие ограничителя 4. Прижим заготовки 7 осуществляется открытым торцом Д 1. Усилие деформирования прилагают к Д 1. Д 1 уменьшает свой внутренний объем, сжимая при этом находящийся внутри нее воздух. Сжатый воздух воздействует на заготовку 7. Последняя принимает форму рабочей полости матрицы. Так как внутренний объем Д 1 больше объема рабочей полости матрицы, заготовка 7 оказывается плотно прижатой к ее стенкам. 2 с.п. ф-лы, 3 ил.
Фиг. г
diidA 5
Фаг.:5
| Исаченков Е.И.Штамповка резиной и жидкостью | |||
| М.: Машиностроение, 1967, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
