Известны станки для олравки керамических раструбных труб, включающие головки для оправки .раструба и конца трубы, переднюю и заднюю бабки, привод и лоток- Однако такие станки (недостаточно универсальны.
В описываемом станке для обработки труб разной длины головки выполнены подвижными. Они могут перемещаться в горизонтальной плоскости по направляющем стайка под воздействием штоков пневматических цилиндров. Каждый из этих штоков имеет скос, служащий для сдвижения ИЛ1И раздвижения оправочных и накатных роликов головок. Автоматизация сближения или отвода головок обеспечивается включателями и реле времени, установленными в лотке и включающими привод ;при соприкосновении С ними трубы, поданной в лоток.
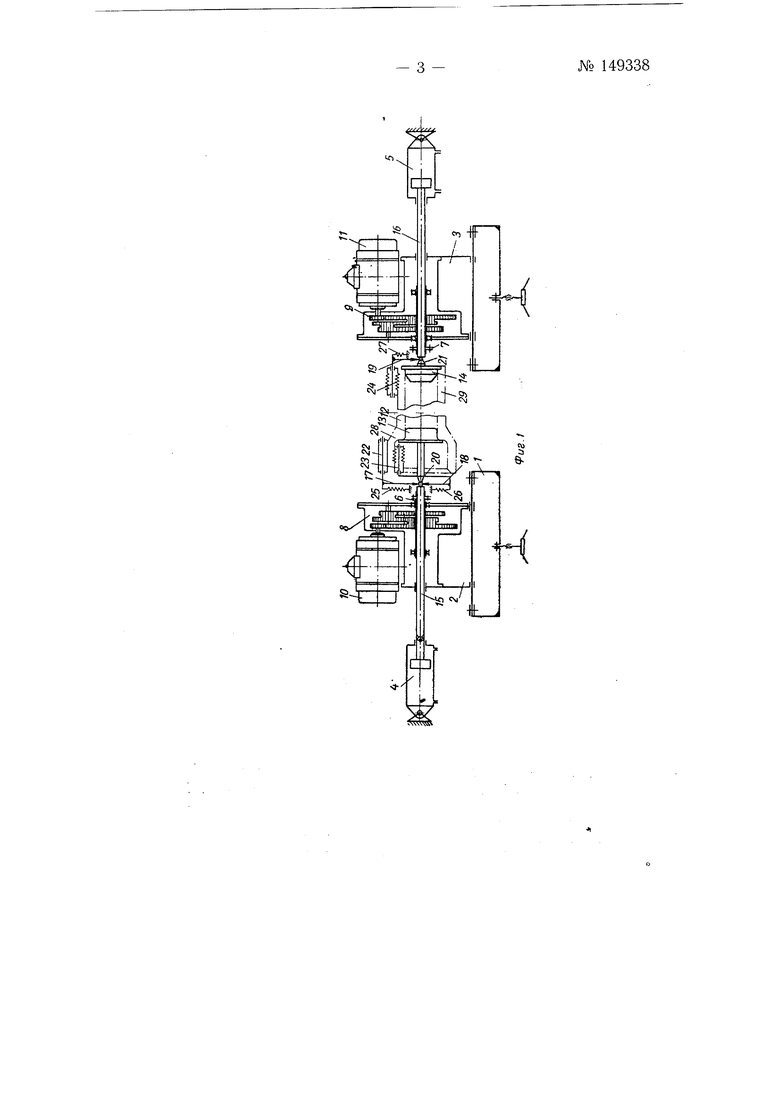
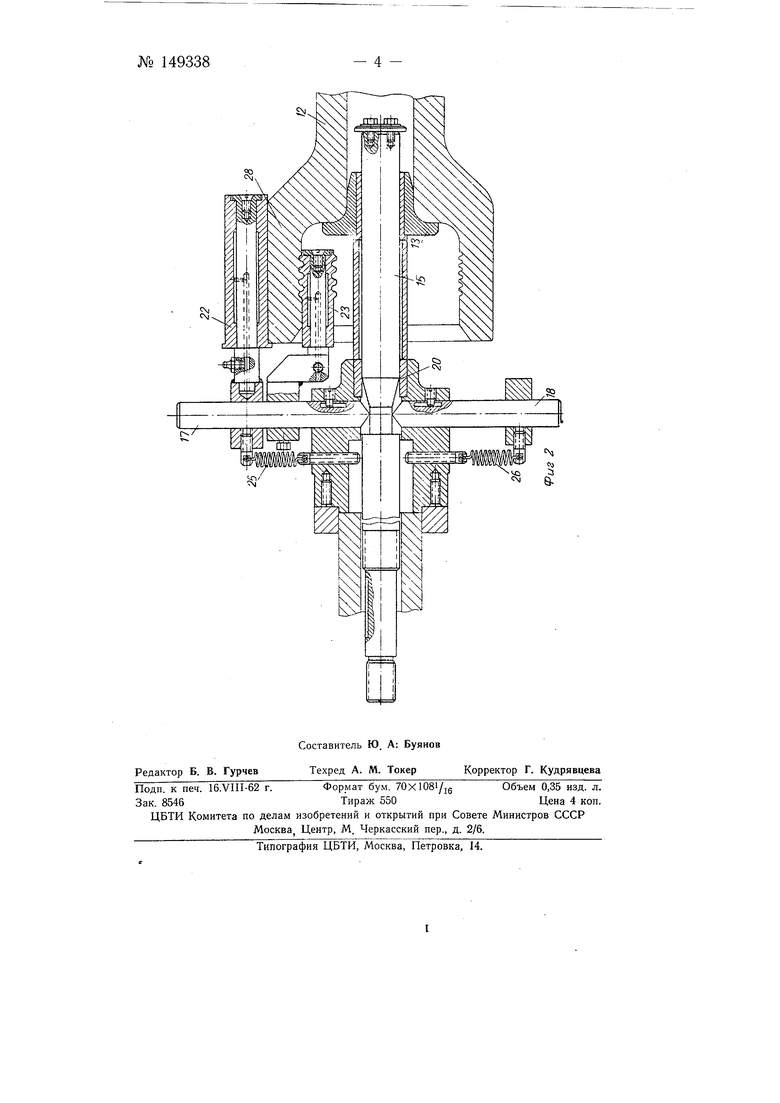
На фиг. 1 изображена схема станка; на фиг. 2 - головка для оправКИ раструба.
Станок для оправки керамических раструбных труб состоит из рамы /, передней бабки 2, задней бабки 5, пневмоцилиндров 4 и 5, оправочных головок 5 и 7, прием-ного лотка, редукторов 8 н 9 электродвигателей Ю и 11.
Отформованная труба 12 от пресса подается по скату в приемный лоток, который центрирует ее относительно бабок 2 и 5. При этом срабатывает установленный в лотке включатель, приводящий распределительное устройство, и пневмоцилиндры 4 и 5 подают бабки 2 и 5 в горизонтальном направлении до тех пор, пока упоры 13 и 14 не соприкоснутся с трубой 12. Во время продолжающегося продольного перемещения шпинделей /5 и 16 копирные щупы 77, 18 и 19 скользят по их скосам 20 и 21, в результате чего оправочные ролики 22 и накатные ролики 23 и 24 пружинами 25, 26 и 27 подаются в рабочее положение. Конечные включатели подают напряжение к электродвигателям 10 и //, и начинается процесс обработки раструба 28 трубы 12 и ее конца 29.
№ 149338
Прод.олж:ите.льностьлобработки регулируется при помощи реле времени, при срабать1В|1 ии которого .выключаются электродвигатели 10 и //, nocjteчего работа стоянка происходит в порядке, противоположном описанному- ..- ,. .
ОПисываемыЙ станок позволяет автоматизировать накатку канавок на раструбном и безраструбном концах керамических труб, повысить производительность и улучпшть Качество готовой прОДукции.
Предмет изобретения
1.Станок для опрЯБКи «ерам ических раструбных труб, включающий головки для оправки раструба и конца трубы, переднюю и заднюю бабки, привод и лоток, отличающийся тем, что, с целью обработки труб разной длины, головки выполнены БОДВИНСНЫМИ и могут перемещаться в -горизонтальной плоскости по направляющим станины станка под воздействием щтоков пневматических- цилиндров, причем каждый из штоков имеет скос, служащий для сдвижения или раздвижения оправочных и накатных роликов.головок.
2.Станок по п. 1, отличающийся тем, что, с целью автоматизации сближения ИЛИ отвода головок, s лотке установлены включатели и реле времени, которые включают в действие привод станка при соприкосновении с ними трубы, поданной в лоток.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для оправки керамических труб | 1977 |
|
SU745699A1 |
| Станок для оправки керамическихТРуб | 1978 |
|
SU812586A2 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1976 |
|
SU727289A1 |
| Резьбонакатной станок | 1989 |
|
SU1680424A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Автоматическое устройство для сортировки керамических и т п плиток по их размерам | 1962 |
|
SU152068A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |