Изобретение относится к машиностроению, а именно к технологии абразивной обработки изделий
Целью изобретения является повышение производительности и качества обработки за счет повышения прочности полировальной головки путем введения элементов, разгружакицих ее от действия центрббежньк сил.
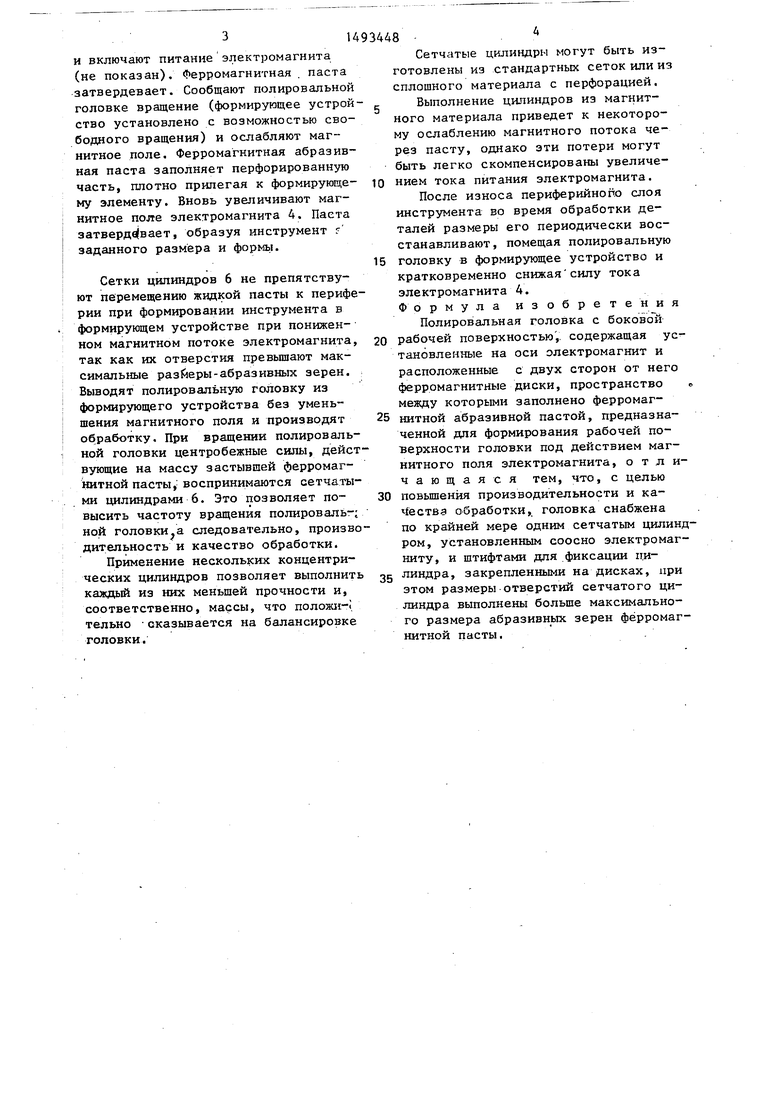
На фиг.I показана полировальная головка, продольный разрез; на фиг.2 - разре з А-А на фиг.1.
Полировальная головка содержит закреппенные на оси 1 ферромагнитные диски 2 и 3 и расположенный между ними- электромагнит 4. С помощью з акрепленных на дисках щтифтов 5 соосно оси 1 установлен по крайней мере один сетчатый цилинДр 6. Пространство между дисками и электромагнитом заполнено ферромагнитной абразивной пастой 7 например, на основе магнетита, получаемого из солей железа с включениями абразива).
Устройство работает следующим образом.
Полировальную головку помещают в формирующее устройство (не показано) с внутренней поверхностью, соответствующей профилю рабочей поверхности головки. Заполняют объем между дисками ферромагнитной абразивной пастой
СО
со
4 4i
00
и включают питание электромагнита (не показан). Ферромагнитная . паста затвердевает. Сообщают полировальной головке вращение (формирующее устройство установлено с возможностью свободного вращения) и ослабляют магнитное поле. Ферромагнитная абразивная паста заполняет перфорированную часть, плотно прилегая к формирующему элементу. Вновь увеличивают магнитное поле электромагнита 4. Паста затверд€(вает, образуя инструмент г заданного размера и формы.
Сетки цилиндров 6 не препятствуют перемещению жидкой пасты к периферии при формировании инструмента в формирующем устройстве при понижен- ном магнитном потоке электромагнита, так как их отверстия превышают максимальные разйеры-абразивных зерен. Выводят полировальную головку из формирующего устройства без уменьшения магнитного поля и производят обработку. При вращении полировальной головки центробежные силы, действующие на массу застывшей ферромагнитной пасты, воспринимаются сетчатыми цилиндрами 6. Это позволяет повысить частоту вращения полироваль-; ной Головкина следовательно, производительность и качество обработки.
Применение нескольких концентрических цилиндров позволяет выполнить каждый из ник меньщей прочности и, соответственно, марсы, что положи- тельно сказывается на балансировке головки.
93448
Сетчатые цилиндр - могут быть изготовлены из стандартных сеток или из сплошного материала с перфорацией. Выполнение цилиндров из магнитного материала приведет к некоторому ослаблению магнитного потока через пасту, однако эти потери могут быть легко скомпенсированы увеличе10 нием тока питания электромагнита.
После износа периферийного слоя инструмента во время обработки деталей размеры его периодически восстанавливают, помещая полировальную
15 головку в формирующее устройства и кратковременно снижая силу тока электромагнита 4.
Формула изобретения Полировальная головка с боковой
20 рабочей поверхностью,, содержащая установленные на оси электромагнит и расположенные с двух сторон от него ферромагнитные диски, пространство между которыми заполнено ферромаг25 нитной абразивной пастой, предназначенной для формирования рабочей поверхности головки под действием магнитного поля электромагнита, отличающаяся тем, что, с целью
30 повьппения производительности и ка- tfeCTsg обработки, головка снабжена по крайней мере одним сетчатым цилиндром, установленным соосно электромагниту, и штифтами для фиксации ци35 линдра, закрепленными на дисках, при этом размеры-отверстий сетчатого цилиндра выполнены больше максимального размера абразивных зерен ферромагнитной пасты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШОКОЛАДНЫХ МАСС | 1992 |
|
RU2007094C1 |
| Машина для шлифования и обеспыливания кож | 1976 |
|
SU596623A1 |
| Электромагнитная шаровая мельница | 1986 |
|
SU1395360A1 |
| Устройство для магнитно-абразивного полирования деталей | 1972 |
|
SU526496A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ДИЭЛЕКТРИЧЕСКИХМАТЕРИАЛОВ | 1969 |
|
SU241256A1 |
| Приспособление для периодической правки шлифовального инструмента | 1986 |
|
SU1421506A1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| Устройство для магнитно-абразивной обработки | 1985 |
|
SU1315257A1 |
| БИБЛИО'^еКД | 1973 |
|
SU396253A1 |
| Устройство для обработки в псевдоожиженном абразивном слое | 1980 |
|
SU979089A1 |

Изобретение относится к машиностроению, а именно к технологии абразивной обработки. Цель изобретения - повышение производительности и качества обработки. Формирование рабочей поверхности полированной головки, содержащей электромагнит 4 и ферромагнитные диски 2,3, производят путем помещения ее в формирующее устройство при задании ей вращения и подаче питания на электромагнит. При этом ферромагнитная абразивная паста под действием центробежных сил перемещается и плотно прилегает к формирующему элементу, повторяя его конфигурацию. Увеличивают магнитное поле электромагнита, фиксируя полученные форму и размер инструмента, выводят головку из формирующего устройства без уменьшения магнитного поля и производят обработку. Сетчатые цилиндры 6 не препятствуют перемещению пасты при формировании инструмента и разгружают ее от действия центробежных сил при обработке деталей. Это позволяет повысить частоту вращения полировальной головки, а следовательно, производительность и качество обработки. 1 ил.
Редактор Л, Веселовская
Составитель И. Налхазова Техред М.Дидык
(pue.2
Корректор Н. Рогулич
| Приспособление для периодической правки шлифовального инструмента | 1986 |
|
SU1421506A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
