1
Изобретение относится к технологии машиностроения, в частности к обработке деталей свободными ферромагнитными абразивными зернами, и может использовано на предприятиях машиностроительной промышленности.
Известна установка для чистовой обработки ферропорошками в магнитном поле тонкостенных деталей, типа тел врашения, помешенных в ванну, расположенную между электромагнитами, и закрепленных на оправке, жестко соединенной с центральным валом, причем оправка установлена с возможностью вращательного и осциллирующего движения 1 .
Недостатком этой установки является образование по всему сечению рабочего пространства сплошной массы абразивных частиц, соединенных между собой магнитными силами, которая оказывает сопротивление перемещению деталей и нагревается в процессе обработки, что требует расхода излшш{ей знергии на перемещение детали и з еньшает производительность.
Наиболее близким по технической сущности к описываемому является устройство для обра|ботки в псевдоожрвкенном слое деталей, каж,дая из которых установлена на державке с возможностью вращения вокруг оси, включающее емкость, заполненную абразивным споем, установленный в ее центре приводной вал, на котором закреплены державки, и средство для псевдоожижения абразивного слоя 2
Недостатком известного устройства является его низкая производительность из-за того, что абразивные зерна хаотически перемещаются в
10 псевдоожиженном слое и имеют слишком слабое воздействие на обрабатываемую деталь.
Целью изобретения является повьпиение производительности устройства путем увеличения резания при использовании ферромагнитного
15 абразива.
Цель достигается тем, что в устройство вве- дены электромагниты, установленные с наружной сЮроны емкости на кронштейнах, жестко скрепленных с приводным валом, а державки
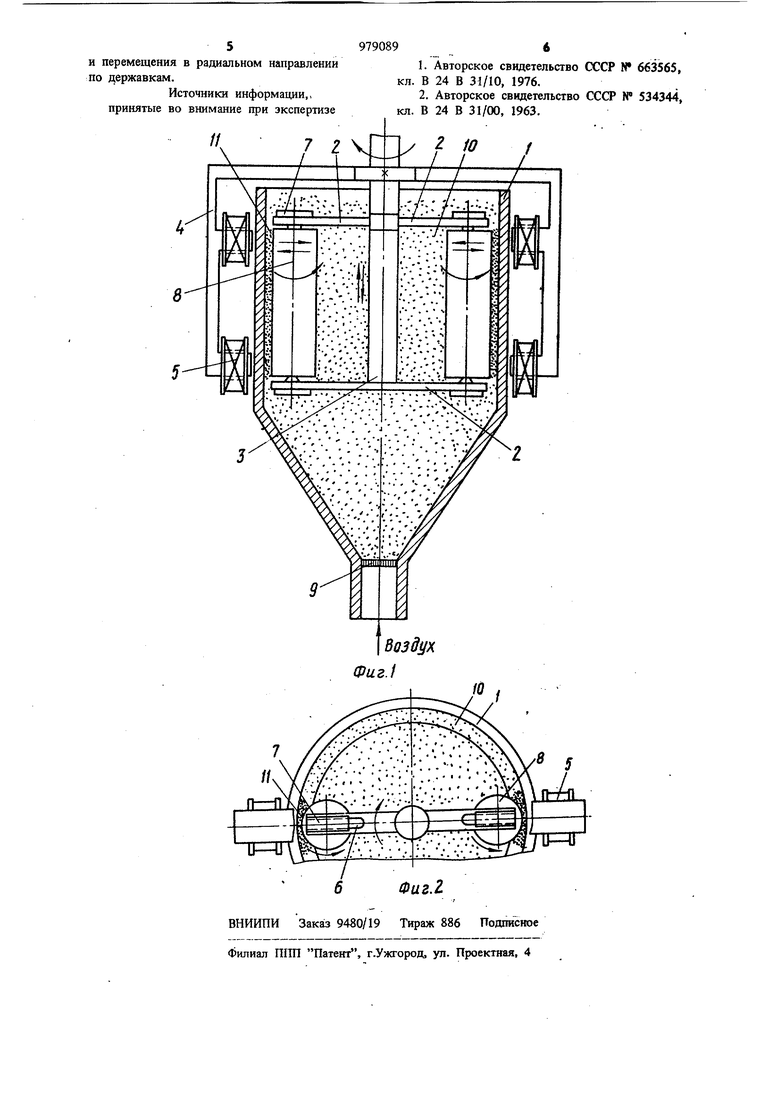
20 снабжены центрами для закрепления деталей, установленными с возможностью свободного вращения и перемщения в радиальном направлении по державкам. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - то же, вид сверху. Устройство содержит емкость 1, державки 2, закрепленные на приводном валу 3, с которым связаны охватывающие емкость 1 кронштейны 4. На кро1шггейнах 4 закреплены элек тромагниты 5, соответствующая установка которыХф может создавать магнитное поле, силовые линии которого направлены либо параллельно образующей емкости 1, либо перпендик лярно ей. В державках 2 выполнею.1 направляющие пазы б (см. фиг. 2), в которых установлены с возможностью свободного вращегшя и перемещения вдоль паза центры 7 для закрепления деталей 8. Устройство содержит также распределительную решетку 9 и систему подачи сжатого возfiyxa (на чертеже не показана) для создания, нсевдоожиженного слоя 10 ферромагнитного абразива, который образует в зоне действия электромагнитов 5 уплотнешо-ш пристеночный слой 11. Устройство работает следующим образом. В державки с подвижными центрами 7 уста навливают детали 8. Через распределительную решетку 9 подают в емкость сжатый воздух из системы подачи сжатого воздуха и псевдоожижают находящиеся в емкости 1 над решеткой 9 абразивные зерна. Погружают в псевдоожиженный слой 10 державки 2 с деталями и сообщают им вращение от привода®(на чертеже не показан) с помощью приводного вала 3, на кбтором закрепляют кронштейны 4. С такой же частотой вращают жестко закрепленные на кронштейнах 4 электромагниты 5. Периодаческой подачей тока на катушках электромагнитов создают магнитное поле, замыкающееся через мапштопроводный корпус емкости, к которому притягиваются ферромагнит ные частицы, либо непосредственно через ферромагнитные абразивные 3ejpAa при выполнении емкости из неферромагнитного материала. Образуется плотный пристеночный слой 11 из абразивных зерен на стенке емкости в области действия магнитного поля. Таким образом, б емкости имеется пристеночный слой 11 .и вне мапштного поля - псевдоожиженный слой 10. При обкатывании деталей 8 по пристеноч«ному слою 11 путем вращения вала 3 детали вращаются вокруг своей оси и при этом взаимодействуют с абразивными зернами, находящимися в плотном пристеночном слое абразива 11. Одновременно поверхность детале не контактирующая с плотным пристеночным .слоем 11, взаимодействует с зернами псевдоожижеьшого слоя 10. В результате взаимодействия деталей с плотньп пристеночным слоем 11 происходит срезание металла острыми кром ками абразивных зерен, при взаимодействии поверхности детали с зернами псевдоожиженного слоя 10 также происходит срезание металла, но значительно меньшей толщины, благодаря чему получается более тастая поверхность. Кроме того, взаимодействуя с зернами псевдоожиженного слоя Ю, поверхность детали отдает им тепло, полученное при взаимодействии с зернами плотного слоя 11 в результате более грубого срезания металла. Зерна псевдоожижекного слоя, взаимодействуя с воздухом, отдают ему приобретенное от поверхности детали тепло. Так как с поверхностью детали в псевдоожиженном слое взаимодействует большое количество зерен одновременно, то теплообмен интенсифицируется. Восходящие потоки воздуха, непосредственно омывающие поверхности детали, также забирают часть тепла. Детали 8, установленные в подвижных центрах 7, благодаря направляющим пазам 6 имеют возможность радиального перемещения, что обеспечивает их прижатие центробежными и магнитными силами к плотному слою абразива. Подвижность центров может быть обеспечена и другими конструктивными элементами или специальными механизмами. Суммарное воздействие центробежных и магнитных сил приводит к увеличению сил резания, а периодическое отключение электромагнитов обеспечивает активное перемешивание и обновление абразива, все это способствует повышению производительности обработки. Испытаьшя показали, что описываемое устройство позволяет на 30% повысить производительность по сравнению с известным. Формула изобретения Устройство для обработки в псевдоожиженном абразивном слое деталей, каждая из которых установлена на дерясавке с возможностью вращения вокруг оси, включающее емкость с абразивом, установленный в ее центре с возможностью вращения приводной вал, на котором закреплены державки, и средство для псевдоожижения .абразивного слоя, отличающееся тем, что, с целью повышения производительности обработки путем увеличения сил резания при использовании ферромагнитного абразива, в устройство введены электромагниты, установленные с наружной стороны емкости на кронштейнах, жестко скрепленных с приводным валом, а державки снабжены центрами для закрепления деталей,, установленными с возможностью свободного вращения
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ (ВАРИАНТЫ) | 1997 |
|
RU2118249C1 |
| СПОСОБ ПОДАЧИ МАГНИТНО-АБРАЗИВНОГО МАТЕРИАЛА В ЗОНУ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2006 |
|
RU2336155C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 1992 |
|
RU2043910C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2805690C2 |
| УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОЧИСТКИ И/ИЛИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2006 |
|
RU2336985C1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848312A1 |
| Установка для магнитно-абразивной обработки деталей | 1976 |
|
SU650791A1 |
| Полировальная головка | 1987 |
|
SU1493448A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU706234A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА | 2001 |
|
RU2210484C2 |
